预约演示
更新于:2025-05-07
Applikon Biotechnology Holding BV
私营公司|Netherlands
私营公司|Netherlands
更新于:2025-05-07
概览
关联
100 项与 Applikon Biotechnology Holding BV 相关的临床结果
登录后查看更多信息
0 项与 Applikon Biotechnology Holding BV 相关的专利(医药)
登录后查看更多信息
8
项与 Applikon Biotechnology Holding BV 相关的新闻(医药)2025-02-03
作者 | 黄庆
来源 | 蒲公英Ouryao
生物制品抗体全球发展历程
抗体(antibody)最早是由德国科学家埃米尔·阿道夫·冯·贝林和日本科学家北里柴三郎共同发现的。1890年,他们发现,将感染破伤风杆菌的兔子血清注入小鼠体内,可以使小鼠免受破伤风杆菌以及破伤风毒素的侵害(Behring E, Kitasato S. Über das Zustandekommen der Diphtherie-Immunität und der Tetanus-Immunität bei Thieren. Dtsch Med Wochenschrift. 1890, 49: 1113–1114. 英译版The mechanism of immunity in animals to diphtheria and tetanus)。
图 抗体典型结构图
而单克隆抗体要追溯到1975年,乔治·科勒(Georges Köhler)和塞萨尔·米尔斯坦(César Milstein)发表了一篇里程碑式的文章,详细描述了他们发明单克隆抗体的方法(Köhler, G. and Milstein, C. Continuous cultures of fused cells secreting antibody of predefined specificity. Nature, 1975, 256(5517):495-497.)。在这篇文章中,科勒和米尔斯坦介绍了一种新的技术,使用细胞融合 (cell fusion)的方法将抗体产生细胞和无限增殖的癌细胞融合在一起,从而产生可以无限生产、具有相同特异性抗原的单克隆抗体的方法。这项成果是针对复杂的抗原进行单克隆抗体制备的重大突破,引起了广泛的关注。这项技术为以后的抗体研究和生物学研究提供了无限的可能性。同时,科勒和米尔斯坦也因此获得了1984年的诺贝尔生理学或医学奖。单克隆抗体技术的出现成为生物制品抗体发展的重要里程碑。单克隆抗体能够特异性地识别并结合单一抗原表位,为疾病的诊断和治疗带来了革命性的变化。
第一个单克隆抗体公司创建于1978年,HybriTech公司成为第一个单克隆抗体公司,该公司利用鼠标细胞和人类癌细胞相混合的技术,成功地制造出了多种单克隆抗体,这一技术的问世开创了单克隆抗体制备领域的新纪元,引起了生物技术和药物研发领域的重大创新。
在全球范围内,单抗在肿瘤、自身免疫性疾病、心血管疾病等众多领域的治疗中发挥着越来越重要的作用。例如,曲妥珠单抗(赫赛汀)用于治疗乳腺癌,利妥昔单抗用于治疗非霍奇金淋巴瘤等,这些抗体药物的成功应用不仅提高了患者的生存率和生活质量,也推动了生物制剂抗体产业的蓬勃发展。
在商业领域,单抗制品也远超传统化药,阿达木单抗(修美乐)霸占了药王十余年的宝座,新型PD-1单抗K药增势同样非常迅猛,2023年打败修美乐一举拿下药王的宝座。
截至2024年,全球已有超过200种抗体治疗药物成功上市,同时还有近1400种候选药物正在临床研究中,以期治疗多种疾病。在2023年全球销量排行榜前十里面,抗体类药物占据了50%。从前100名销售额的药物类别看,抗体类药物在其中也占据了38%,已接近于小分子药物。
02
生物制品抗体中国发展历程
在我国,首个单抗药物注射用抗人T细胞CD3鼠单抗在1999年上市,距今已有约20年的历史。
近年来,中国生物制剂抗体行业呈现出快速崛起的态势。中国政府高度重视生物医药产业的发展,出台了一系列政策支持生物制剂抗体的研发和产业化。在政策的引导下,国内众多企业加大了对生物制剂抗体的研发投入,一批具有自主知识产权的抗体药物陆续获批上市。
例如,恒瑞医药的卡瑞利珠单抗、君实生物的特瑞普利单抗等PD-1单克隆抗体药物的成功上市,标志着中国在肿瘤免疫治疗领域取得了重大突破。这些国产抗体药物不仅在国内市场获得了广泛应用,还逐渐走向国际市场。同时,国内企业在抗体研发技术上也取得了显著进步,掌握了单克隆抗体、双特异性抗体、抗体偶联药物等多种先进抗体技术,为生物制剂抗体产业的持续发展奠定了坚实基础。
截止2023年7月20日,全球已上市及在研抗体药物(含生物类似药)共计6367个,IND及以上药物2495个,临床前及药物发现阶段药物3872个,临床前有大量候选药物。我国已上市及在研抗体药物(含生物类似药)共计2269个,IND及以上药物1092个,临床前及药物发现阶段药物1177个,目前我国数量已超全球三分之一。
从全球抗体药物审批上市的情况来看,获批产品数量整体呈增长趋势。
根据国际抗体协会发布的数据,截至2024年已有224款抗体药物获批,其中2024年当年已有23款抗体药物获批上市,是2000年以来批准抗体上市最多的一年,相比2023年新增6款(见下图)。
图 2000年-2024年抗体药物获批上市数量
从首次全球批准的国家来看,2024年,中国是抗体药获批上市数量最多的国家,有12款,占52%,其次是美国,有7款抗体药获批上市。
2024年,国家药品监督管理局(NMPA)批准了32种抗体类药物上市,其中国产药物21种,进口药物11种。
在药品注册分类上,3类药品(指已在国内外上市的生物制品)数量最多,共有16种;1类药品(指创新型生物制品)排名第二,共有10种;而2类药品(指改良型生物制品)数量最少,仅有6种。
就获批上市的企业而言,齐鲁制药有限公司以5种新药上市领先,包括帕妥珠单抗注射液、艾帕洛利托沃瑞利单抗注射液、注射用曲妥珠单抗、雷珠单抗注射液和地舒单抗注射液。紧随其后的是正大天晴药业集团南京顺欣制药有限公司、石药集团巨石生物制药有限公司和泰州迈博太科药业有限公司,各有2种新药获批。
在疾病治疗领域,肿瘤领域依然是新药研发的热点,2024年共批准了15种抗肿瘤新药上市。除了肿瘤领域,降胆固醇、抗关节炎、银屑病治疗等领域也有新药获批,值得一提的,正大天晴药业集团南京顺欣制药有限公司目前生物制品9款产品上市销售,发展势头强劲。
03
生物制品抗体在中国崛起
随着中国生物制剂抗体产业的快速发展,中国抗体在全球的地位不断提升。中国抗体药物的研发速度和质量逐渐接近国际先进水平,在一些领域甚至达到了国际领先水平。例如,百济神州的泽布替尼在美国获批上市,成为中国首个获得美国FDA批准的自主研发抗癌药,这不仅展示了中国抗体药物的国际竞争力,也提升了中国在全球生物医药领域的影响力。
中国企业的license out也是逐年增加,从合作金额来看,2024年国产创新药license out交易TOP10总金额比2023年高出49亿美元,2024年潜在总金额为277亿美元。下表为2024年国产创新药license out交易TOP10,其中抗体类药物在里面占据了近一半的数量。
表 2024年国产创新药license out交易TOP10
然而,中国抗体产业的快速发展,已跻身世界全球前列,竞争格局同样要接受全球生物医药行业的挑战。近年来,一些西方国家对中国生物制剂抗体企业进行无端打压。例如,美国将部分中国生物制药企业(如药明)列入“实体清单”,限制其获取先进技术和设备,试图遏制中国生物制剂抗体产业的发展。这种打压行为不仅对中国企业的国际化进程造成了一定阻碍,也对全球生物医药产业的正常发展带来了负面影响。
04
生物制品抗体面临挑战与建议
尽管中国生物制剂抗体产业取得了显著进步,但仍存在一些需要突破的瓶颈。
4.1
基础研究与成果转化
首先,在基础研究方面,与发达国家相比,中国的生物制剂抗体基础研究仍有一定差距。部分关键核心技术尚未完全掌握,例如抗体药物的生产工艺优化、质量控制等方面仍需进一步提升。
其次,在创新药物研发方面,虽然国内企业不断推出新的抗体药物,但大部分仍以仿制或改进型创新为主,真正具有全球影响力的原研创新抗体药物相对较少。
在国际化方面,中国生物制剂抗体产业的国际化程度仍有待提高。虽然部分企业已经实现了产品出海,但在国际市场上的份额和影响力仍相对有限。在全球产业链布局中,中国抗体企业大多集中在中低端环节,高端市场仍被国际巨头占据。
因此,未来中国生物制剂抗体产业需要在基础研究、创新药物研发和国际化发展等方面持续发力,突破现有瓶颈,实现高质量发展,建议鼓励支持国家实验室、高等院校、科研机构与企业紧密合作,充分利用各方优势特点联合培养人才,形成体量充足、学科齐全、素质综合复合型人才储备,进而提升国内的基础研究和成果转化。
4.2
核心设备以及耗材的国产化
全球生物制品生产设备及耗材生产企业主要是丹纳赫、赛多利斯、赛默飞及德国默克。丹纳赫旗下的Cytiva和Pall,Cytiva具备产业链的产品闭环,与pall较强的过滤耗材形成较好的协同。赛多利斯以过滤产品起家,后在一次性生物反应器领域取得突破,在多个领域均具备较强的技术实力。赛默飞在实验室领域具备超强的能力。德国默克同样强于实验室以及辅料领域,旗下的Sigma Aldrich是全球化学试剂的领导者,旗下密理博在过滤领域具有较强的技术实力,同时在填料等领域均有布局。
生物制品的设备和耗材领域依然是进口企业占据主要市场份额,目前在整个产业链的各环节中均已有国产企业的身影,从产品上实现了从无到有。
培养基
培养基的主要进口厂家有Cytiva、赛多利斯、赛默飞等,国产品牌有奥浦迈、健顺、多宁生物等,进口厂家产品使用标准化程度高,调试和配置难度低,国产品牌在使用过程中需要针对不同细胞株进行调试,调试后基本满足使用要求,同时也有较多企业使用的培养基是自行配置。
生物反应器
一次性生物反应器主要的进口厂家有Cytiva、 赛多利斯、赛默飞等,国产厂家有东富龙、金仪盛世等厂家已经有产品销售。不锈钢生物反应器的进口厂家有Applikon 、ABCE等,国产森松国际能够提供整体解决方案。
下游使用的设备及耗材
下游使用的设备及耗材中,Pall、德国默克、赛多利斯在过滤领域具有较高的技术壁垒,是过滤器及膜包的主要供应商,国产企业科百特在多项过滤技术领域均有突破。
2022年2月,美国商务部工业与安全局(BIS)最新挂网了更新的未经核实名单(Unverified List,简称UVL),药明生物在列。而Commerce Control List中涉及的2B350和2B352两个目录中,反应器不锈钢架子及部分超滤膜包可能存在供应安全问题,如果美国商务部最终对这类设备或者耗材出口进行限制,药明生物可能面临供应链安全问题,会对公司业务产生影响。
对于以CDMO为例的生物制品生产企业而言,设备及耗材的稳定供应才能保证生产的连续性,国产设备及耗材经过多年的发展和积累,在产品性能上已经有一定的进展,已经达到可以满足使用的状态。在供应链安全的考虑下,国内生物制品生产企业及CDMO公司会积极试用国产产品并培育相应的供应商,这也为国内企业实现进口替代创造了契机,建议鼓励生物医药相关设备、原材料、耗材等卡脖子技术的国产化研究和应用,在产业政策上倾向国产化的替代,在监管政策上加速国产化替代的审批。
4.3
精密仪器依赖进口
抗体类药物所使用到的分析检验仪器的国产化仍任重道远,根据重大科研基础设施和大型科研仪器国家网络管理平台统计数据显示,26-29年,我国大型科研仪器整体进口率超70%,其中分析仪器的进口率超过80%,分析仪器中色谱仪器进口率高达88.45%。在此情况下,受国际形势的影响,部分关键分析仪器仍然会受到制裁。
2025年1月16日,美国商务部工业与安全局(BIS)在联邦公报中发布了一项新的出口管制规定,修订了《出口管理条例》(EAR),旨在对生物技术领域的 “两用性” 问题进行管控。
该规定明确指出,未经美国许可,任何公司和个人禁止向中国及其他国家出口两类关键的IVD设备:高参数流式细胞仪和特定质谱设备。原因是这些设备能够“生成高质量、高内容的生物数据,包括可用于促进人工智能和生物设计工具开发的数据”。
就流式细胞仪单仪器举例,目前国产流式细胞仪存在以下三个问题:
1、技术水平差距:尽管国内流式细胞仪企业在技术创新和产品研发方面取得了显著成果,但与国际先进水平相比,仍存在一定差距。例如,部分高端机型的零部件仍需要依赖进口。
2、市场占有率低:目前,国内流式细胞仪市场主要由进口品牌占据主导地位。国产流式产品占国内整体市场比例不足5%,在试剂端国内外的差距更为明显。
3、核心原料开发能力薄弱:作为流式抗体原料来源的细胞株对分泌抗体的要求极为严格,国内仅有两家企业通过科研院校转化获得少量细胞株,但囿于资金、投入周期和研发风险等方面的限制,未能建立起细胞株持续研发的能力。
4.4
国内生物制剂集采一定程度上影响生物制剂企业的发展进度
抗体类生物药是国际医药竞争前沿,我国仍处于产业发展初步阶段,生物医药是我国的战略性新兴产业。抗体类生物药作为目前全球生物医药产业中发展最快、活力最强、技术壁垒最高、国际竞争最激烈的领域之一,在提升我国生物医药产业国际竞争力上具有重要意义。《“十三五”医药工业发展规划》提出要:提高抗体药物、肿瘤免疫治疗药物等生物技术药物的研发和制备水平,加快临床急需的生物类似药和联合疫苗的国产化;《“十四五”医药工业发展规划》提出我国要大力发展生物医药行业,并明确在抗体药物领域,重点发展针对肿瘤、免疫类疾病等疾病的新型药物。国家发展和改革委员会发布的《产业结构调整指导目录(2024年本)》中也将新型抗体药物纳入医药产业鼓励项中。建议当前仍以独家药品通过医保谈判、非独家药品通过市场调节的方式分类形成价格,通过市场竞争,最大限度激发产业发展活力,形成单抗药物健康的产业格局。待企业产能优化完善、形成一定规模、逐步提升其国际竞争力,再逐步使其适应更大的市场挑战和价格压力。这种更加稳健、战略性的培育方式,将有助于产业良性发展,从而在全球生物医药竞争中占据有利地位。
展望未来
中国生物制剂抗体产业将迎来更为广阔的发展空间。随着国内生物医药研发创新能力的不断提升,有望在抗体药物的基础研究和创新研发方面取得更多突破,开发出更多具有全球竞争力的原研创新抗体药物。同时,随着中国抗体企业的国际化步伐加快,将进一步提升中国在全球生物制剂抗体产业中的地位,推动全球生物医药产业的多元化发展。
此外,随着人工智能、大数据等新兴技术与生物制剂抗体研发的深度融合,将为抗体药物的研发和生产带来新的机遇和变革。例如,利用人工智能技术可以加速抗体药物的设计和筛选,提高研发效率;大数据技术可以帮助企业更好地了解市场需求和患者反馈,优化产品布局。在政策支持、技术创新和市场需求的共同推动下,中国生物制剂抗体产业有望在未来几年实现跨越式发展,为全球生物医药产业的进步贡献更多中国力量。
参考来源:
1. 抗体发展简史
https://mp.weixin.qq.com/s/ytTm-Iejdh2Zuw9nzxzZMg
2. 2024年抗体新药大盘点:34项注册申请,NMPA放行32项上市
https://mp.weixin.qq.com/s?__biz=MjM5NTI3MDE0NQ==&mid=2653764168&idx=3&sn=d2cf7c7041c87e6cfee885792303e38d&chksm=bc69db2ebf93a1b096a4983bbff3473b50e580f1195b2f414d4cb265315156bda2d844229d3b&scene=0&xtrack=1
3. 2024年国产创新药license out交易TOP10
https://baijiahao.baidu.com/s?id=1819833375233807289&wfr=spider&for=pc
4. 2024年全球单克隆抗体行业发展现状分析 市场规模约2300亿美元https://www.163.com/dy/article/J9URFCI9051480KF.html
5. 2024中国抗体药物行业发展现状、竞争格局及未来规模预测
https://www.chinairn.com/hyzx/20240708/112847163.shtml
6. 2024年生命与健康领域年度盘点——新药研发进展与发展态势分析
https://mp.weixin.qq.com/s/53yeCwjcGy4cpt2kNSh_wg
7. 中国科学仪器为什么值得投资?https://mp.weixin.qq.com/s/9WP_8cvG2l_qeo20G1blTQ
8. 生物药行业快速发展,设备耗材国产替代正当时https://www.instrument.com.cn/news/20220826/629429.shtml
作者简介
黄庆
正大天晴药业集团南京顺欣制药有限公司总经理助理兼质量负责人
南京航空航天大学工商管理硕士,高级工程师,具备丰富的化学制剂与生物制剂的药品研发注册、生产和质量管理、验证管理的欧美法规应用的经验,共计完成50+化学制剂、9+生物制品注册获批上市和10+化学制剂通过一致性评价工作,并推动富马酸替诺福韦二吡呋酯片、冻干制剂注射用福沙匹坦二甲葡胺、预充针制剂氟维司群注射液在欧美获批上市。
参与项目:制定生物制品的质量标准,参与质量标准提升项目,以及起草《生物制剂连续制造的团体标准》。
声明:本文仅代表作者个人观点,不代表任何组织及本公众号立场,如有不当之处,敬请指正。如需转载,请注明作者及来源:蒲公英Biopharma。
推荐阅读
1、2024年中国生物行业主要政策回顾与盘点
作者:滴水司南
2、回顾展望生物医药:2024深度转型,2025破冰发展
作者:张金巍
3、2024年生物医药产业政策盘点(附政策包下载)
作者:芝麻核桃
4、生物医药产教融合:推动产业可持续发展的关键路径
作者:李峰
5、从"卡脖子"到"自主可控":生物医药供应链国产替代进行时
作者:杨清
蒲公英生物运营团队恭贺新春
灵蛇献瑞 巳巳如意
2024-10-31
摘要:近年来,一次性使用系统变得越来越重要。这尤其适用于它们在基于哺乳动物细胞培养的生物制药产品制造中的使用,例如用于治疗癌症和自身免疫疾病的抗体。如今,这类生物治疗药物的开发者和制造商可以从不同供应商那里选择大量的一次性使用系统产品组合。例如,有存储袋、过滤器、混合器、生物反应器、连接器、收获和转移系统、膜吸附器、冷冻和解冻系统的一次性版本,仅举几个例子。因此,在完全的一次性生产设施中生产临床样本(上游处理到灌装)已经成为现实。基于对一次性使用系统术语的定义和一次性技术发展里程碑的介绍,本章节讨论了当前市场上可用的一次性使用系统最重要的优势和现有限制。随后,基于选定的产品示例,介绍了一次性技术的发展现状。重点放在上游区域和一次性生物反应器上。最后,从一次性系统日益增加的实施中推断出从过程强化到完全连续生产的途径。
1.引言
一次性使用(SU)系统及其组成技术现在已成为许多生物制药生产过程不可或缺的一部分。它们被用于研究与开发、临床前和临床生产以及商业生产的每个不同阶段,用于生产小到中等体积的治疗性蛋白,如单克隆抗体(mAbs)、激素、疫苗、细胞和基因治疗药物或抗体药物偶联物(ADC)。这些系统中使用的宿主细胞可以是昆虫细胞或微生物,但主要是哺乳动物细胞(例如,中国仓鼠卵巢{CHO}细胞)。“一次性使用系统”一词描述的是一种塑料制品或设备,其细胞、培养基或产品接触表面在使用一次后即被丢弃(例如,焚烧)。因此,“一次性使用”一词也常用于SU系统的消耗性部件,这些部件由聚酰胺、聚碳酸酯、聚乙烯、聚苯乙烯、聚丙烯、乙烯醋酸乙烯酯、聚醚砜、聚硅氧烷和氟塑料如聚四氟乙烯或聚偏氟乙烯等材料制成。SU系统中的消耗性部件通常是刚性形状或柔性袋,由多层薄膜组成,通常预组装并灭菌。伽马辐射(25-50 kGy)是首选的灭菌方式,但X射线处理正在兴起。SU系统并不是一个新现象;严格来说,它们已经存在了50年。第一个SU培养系统(空心纤维生物反应器和CellFactories)是在20世纪70年代开发的,并在早期使用贴壁生长的哺乳动物细胞的mAb和疫苗生产过程中使用。自20世纪90年代以来,塑料过滤胶囊、无菌注射器过滤器和SU储存袋(包括输送系统)已经商业化。SU技术发展的一个重要里程碑是在1998年推出了第一个波浪混合SU生物反应器,Wave™ Reactor(见“一次性生物反应器”部分)。Wave™ Reactor不仅为其他可扩展的SU生物反应器类型铺平了道路,还促进了生物制药生产过程中其他SU工艺设备的发展。在21世纪初,首次可以在非无菌环境中使用无菌连接器连接无菌流体路径,2006年,第一个搅拌式SU生物反应器(HyClone™ S.U.B.和Xcellerex™ XDR-Disposable Stirred Tank Bioreactor)被引入市场。这引发了对SU技术应用和发展的新兴趣浪潮,得到了各种组织(例如,生物工艺系统联盟,生物制药运营组{BPOG},国际制药工程学会,化学工程和生物技术学会{DECHEMA}在美国和欧洲地区)的支持。SU系统的开发商和制造商,以及来自工业界和学术界的用户,开始解决现有SU系统的弱点(见“一次性使用系统的优缺点”部分),并进一步开发和设计使用SU系统的设施。在开发生物制药和生物仿制药的压力下,自2015年以来,人们越来越关注使用SU系统的工艺强化和连续工艺,从而复兴了灌注技术(见“强化和连续设施趋势”部分)。事实上,全球用于生物制药工艺的SU设施数量正在增加。在过去5年中,亚洲地区对SU技术特别感兴趣;细胞和基因治疗药物的开发商和制造商渴望利用SU技术的潜力(见“一次性使用系统的优缺点”部分);Covid 19大流行推动了SU技术的繁荣,这种繁荣一直持续到今天。
2.一次性使用系统的优缺点
SU系统可以快速安装并投入使用,比可重复使用的同类产品更便宜,并且具有高度的模块化和灵活性。最近的研究表明,它们还支持强化和连续生物制药生产过程的实施(见“强化和连续设施趋势”部分)。由于不需要在现场对SU系统进行灭菌或清洁(无需灭菌设施,无需现场清洁,无需注射用水),设施的占地面积可以减少,微生物污染的风险,特别是交叉污染的风险会降低。通过实施SU系统,可以缩短新产品的开发时间,并增加每年产品批次的数量。各种研究表明,使用SU系统的环境影响也比可重复使用系统更低。然而,SU系统中消耗品的不断更新确实产生了大量的废物。因此,为了进一步提高SU系统的可持续性,许多制造商目前正在研究机械回收使用量最大的SU系统消耗品的可行性,如生物工艺袋。SU系统的劣势包括缺乏标准化,导致依赖某些供应商,有限的可扩展性,可能的泄漏,提取物和可提取物(E&L)的发生以及消耗品的高成本。大多数列出的劣势可以归因于所使用的塑料材料属性及其进一步加工/处理。有趣的是,拒绝在生物制药过程中使用SU系统的主要原因是E&L,它们可能以不可接受的浓度发生。
虽然提取物是在实验室的严苛工艺条件下形成的化学物质,可提取物是在实际工艺条件下形成的。然而,像双(2,4-二叔丁基苯基)磷酸酯或3,5-二硝基双酚A这样的可提取物是提取物的一个子集。已知的E&L的安全信息不断由提取物和可提取物安全信息交换联盟更新,并可在互联网上获取(www.elsiedata.org)。E&L的来源包括塑料加工(添加润滑剂、增塑剂、抗氧化剂、热和紫外线稳定剂)、辐照、储存和运输SU系统的消耗品。事实上,E&L可能来源于工艺系统(例如,生物工艺袋、过滤器),以及一级(例如,注射器、安瓿、小瓶)和二级(例如,包装纸、容器标签)包装组件,可能会对产品质量、数量和稳定性产生负面影响。在最坏的情况下,E&L可能在存在的浓度下具有毒性,危及患者安全。由于患者安全是生物制药产品制造中的首要考虑,与最终药品(DP)最接近的工艺步骤(见图1.1),接触时间最长的步骤被认为是在E&L概况方面风险最大的步骤。这意味着上游加工(USP)在关键E&L浓度方面的风险最低,而用于灌装和完成工艺的SU系统风险最大,下游加工(DSP)步骤则介于两者之间。USP包括从工作细胞库(WCB)培养细胞、接种物生产、细胞扩增、生物反应器中mAb表达和收获(细胞分离和澄清)。在大多数情况下,DSP包括捕获和抛光步骤,提供最终药物物质(DS)。然后是配方,最后是灌装和完成。经过质量控制(QC)后,最终DP被标记、包装和运输。本章未显示USP中的培养基准备和生产过程步骤,以及DSP中的缓冲液生产步骤,但将在本章进一步讨论。
图 1.1 典型生物制药生产过程(以单克隆抗体生产为例)的步骤和阶段。
有趣的是,研究表明,通过过滤步骤或预冲洗过滤系统,可以大幅降低USP和DSP中可提取物的浓度。因此,建议在生产过程的每个步骤尽早确定E&L风险概况,并与专门的毒理学家合作。过去9年发布的建议和标准,如BPOG、美国材料与试验协会和美国药典可用于此目的。值得一提的是,SU设备制造商生成的E&L数据并不免除DP制造商进行与其工艺相关的自己的研究。尽管如此,市场上当前一代SU系统的优势远远超过它们的弱点。然而,一个重要的前提是正确选择和使用SU系统。用户可以从各种不同的产品中选择,甚至可以使用SU系统设计平台工艺。著名的SU系统制造商如Cytiva(ReadyToProcess系列,FlexFactory™系列)、Merck(Mobius®系列)、Pall(Allegro™系列)、Sartorius(Flexact®系列)和Thermo Fisher Scientific(HyPerforma™系列)为USP、DSP、配方和灌装提供平台。基于这些平台的最先进的工艺具有明确定义的工艺序列,这有助于开发高效的工程工作流程,提高供应安全性,并提供工艺优化的潜力。
3.一次性系统:我们今天所处的位置
3.1.一次性上游处理
SU系统在生物制药生产过程的上游加工中无处不在。基于SU系统的完整上游生产线在mAb生产过程中已经成为现实,其中使用了以下SU设备:管道、无菌连接器、采样和转移系统、带有储存袋的生物工艺容器、搅拌器、一次性生物反应器(SUBs)、过滤系统,如深层过滤器、微滤、超滤和透析系统、离心机和分离器。此外,还使用了典型的实验室用具,如小瓶、摇瓶和移液管。然而,这些类型的用具以及管道、采样系统、转移系统和带有储存袋的生物工艺容器不是本章的主题。关于这些主题的详细信息可以在(第2章和第5章)中找到。在过去的16年里,根据Langer的分析,搅拌器和生物反应器是最常实施的SU系统。因此,它们和最常用的用于初级回收(细胞分离/澄清)的SU系统将在本节中更详细地描述。因为SUBs是USP的核心,它们将是本节的重点。
3.1.1.一次性搅拌器
SU搅拌器主要用于USP中的培养基生产。机械驱动系统用于此任务,并且商业上可获得的搅拌器容量高达个位数立方米。它们有一个圆柱形或立方体形的塑料袋,并且大多数是搅拌的,但偶尔也可以是振荡系统(例如,Cytiva ReadyToProcess™搅拌器,最大50升工作体积)或圆盘混合系统(Thermo Fisher Scientific ImPULSE™搅拌器,最大5000升工作体积)。在搅拌的SU搅拌器中,旋转的搅拌元件通常是磁力搅拌器。然而,也有带有密封件(顶部或底部安装)的搅拌SU搅拌器,如Pall的Allegro™ SU搅拌器(最大1000升工作体积,见图1.2)或Thermo Fisher Scientific的HyPerforma™ SU搅拌器。
图 1.2 磁力混合器系统。(图片由 Pall Corporation 提供)
HyPerforma™ SU搅拌器有6种尺寸(50-2000升工作体积),并且有一个顶部安装的搅拌器。该系统提供了5:1的混合体积转换比,并且有加热和非加热版本。然而,Pall的Allegro™ SU搅拌器的工作体积可达1000升,并且配备了底部安装的搅拌器。
搅拌式SU搅拌器的容量可达7000升(ABEC的CSR® General Mixer)。目前,这些是市场上最大的SU搅拌器。Werner及其合作者以及de Boulard和Kienle提供了当前SU混合技术的更全面的概述。这两篇出版物讨论了其他机械驱动的SU搅拌器(例如,基于悬浮技术的搅拌系统或翻滚搅拌器)以及特别适合DSP(见“一次性下游处理”部分)和产品配方(见“一次性配方和灌装完成”部分)的水力驱动版本。毫不奇怪,大多数描述的SU搅拌器的工作原理也出现在SU生物反应器中,这些设备的制造商也提供SU混合技术。
3.1.2.一次性生物反应器
SUBs,从毫升规模到立方米规模,用于细胞生产(例如,接种物生产)和产品表达(例如,mAb)目的。根据它们的功率输入(见图1.3),它们可以分为四类:机械驱动、气动和液压驱动以及混合版本。机械驱动的SUBs是最大的群体,包括搅拌式、波浪混合式和轨道摇动的SU版本。机械功率输入是通过搅拌、摆动运动(波浪混合运动)或轨道摇动来实现的。气动系统中的直接曝气产生热量和质量传递,而液压系统中使用泵。
图 1.3 根据功率输入对常见单次使用生物反应器类型的分类。
3.1.3.搅拌式一次性生物反应器
几十年来,在微生物和哺乳动物细胞的可重复使用搅拌生物反应器的开发经验反映在搅拌SUBs的设计中。不同供应商现在提供高达6000升工作体积的SUBs(见表1.2)。这些系统由刚性容器(10毫升至40升工作体积)或柔性袋(4.5-6000升工作体积)组成,高度与直径比(H/D)为1.5:1-2.2:1。最大的8000升SUBs(6000升工作体积)由ABEC在2019年推出。刚性搅拌SUB系统通常是独立的,由聚碳酸酯制成的塑料容器,不需要支撑容器来成型。与基于袋子的系统不同,在使用刚性系统时,折叠应力通常不是问题,因为折叠应力可能导致层断裂,从而导致泄漏。使用培养袋时,重要的是袋子要正确安装并完全适合其固定装置,以实现最佳性能,特别是在热传递方面。在展开袋子和安装过程中可能引起的腔室、口袋和褶皱应该被防止。根据生物反应器的规模,容器的加热和冷却是通过加热块、块冷却器或双夹套来完成的。通常使用气体排放过滤器加热器而不是排气气体冷凝器,即使它们的性能较低。为了降低由于过滤器堵塞或泡沫导致的排气过滤器堵塞的风险,在较大的搅拌SUBs中,几个排气过滤器被并行连接。BioBLU® 0.3c生物反应器(Eppendorf)使用了不同的原理。无液体的Peltier元件控制排气空气中的温度和凝结。Ambr® 250系统(Sartorius)也采用了类似的原理,以减少由于蒸发导致的液体损失。BioBLU® 0.3c和Ambr® 250都是可堆叠的模块化系统,具有多达32个或更多的平行培养容器。生物反应器容器的工作体积为100-250毫升,适用于筛选实验和工艺开发。这两个系统都提供用于哺乳动物或微生物细胞的版本,使用不同类型的搅拌器(斜叶搅拌器与Rushton搅拌器)以满足生产生物体的不同要求。除了使用哺乳动物(主要是CHO)和微生物(主要是大肠杆菌{E. coli}和毕赤酵母{P. pastoris})细胞的应用外,这些系统还用于处理人类原代细胞(即间充质干细胞{MSCs}、诱导多能干细胞{iPSCs}和CAR-T细胞),因为它们的高度自动化、并行运行培养的能力以及低初始工作体积。另一个流行的搅拌SUB系统,用于筛选研究、培养基优化和克隆选择是Ambr® 15,它提供10至15毫升的工作体积和自动化液体处理。与其他刚性搅拌SUB系统不同,Ambr® 15呈立方体形状,除了用于pH和DO测量的光学传感器点、搅拌器和搅拌器轴之外,没有内部结构。Nienow等人已经证明,Ambr® 15优于通常在早期工艺开发或CHO克隆选择中使用的常规摇瓶。他们证明,在Ambr® 15中表达IgG4的CHO细胞系的性能比摇瓶更接近大规模生物反应器。Lonza的数据也显示了Ambr® 15和更大的SU生物反应器中不同mAbs的产品滴度的可比性(见表1.1)。最近,Ambr® 15也被证明用于原代细胞的工艺开发。然而,由于Ambr® 15系统的技术复杂性更高,与其经典的摇瓶或TubeSpin®生物反应器相比,需要更多的努力来保持其运行。
台式搅拌式SUBs,包括AppiFlex ST (Applikon)、BioBLU® 1c、3c、5c和10c (Eppendorf)、Mobius® CellReady 3 L (Merck Millipore)和UniVessel® SU (Sartorius),与经典的可重复使用搅拌细胞培养生物反应器的设计非常接近。所有哺乳动物版本都配备了一个或两个顶部安装的船用或分段叶片搅拌器,能够实现50-200 W/m³的特定功率输入,这对于常见的基于哺乳动物的过程来说是足够高的。UniVessel® SU是第一个商业化的刚性搅拌SUB,由两级搅拌器搅拌。分段叶片搅拌器(SBI)的三个元件在形状上类似于BioBLU®的“象耳”搅拌器,但它们的叶片角度较低,为30°(而不是45°),这导致功率输入较低。UniVessel® SU在过去已经被广泛研究,以预测流体流动、特定功率输入(0.4–435 W/m³)、混合时间(3–100 s)、氧质量传递(10–50 h⁻¹)和流体动力学应力。科学文献中报道了无数的应用,包括哺乳动物细胞、昆虫细胞和人类原代细胞。另一个被良好描述的搅拌式SUB是Mobius® CellReady 3 L,它在2009年夏天推出。该系统配备了一个船用搅拌器(顶部驱动)、一个微孔分散器或开放式管道分散器和标准传感器。关于Mobius® CellReady 3 L的生化工程参数的详细信息,包括流体流动和流体动力学应力,可以在几篇研究文章和教科书中找到。不同的作者已经表明,在Mobius® CellReady 3 L和3 L玻璃搅拌生物反应器中可以实现类似的细胞密度和抗体滴度。此外,Cierpka等人、Grein等人和Lawson等人已经表明,Mobius® CellReady 3 L和50 L可以成功地用于处理干细胞。由于3D打印技术的进步和生物相容性打印材料(USP VI级材料)的可用性,Applikon推出了AppliFlex ST生物反应器,其顶板和内部部件(包括搅拌器)都是3D打印的。生物反应器的定制为用户提供了新的程度的灵活性,允许调整尖端管/给液管线的大小和位置,以及搅拌器的类型和几何形状。因此,生物反应器可以根据工艺/应用进行设计,而不是相反。然而,由于3D打印的技术限制,生物反应器的最大尺寸目前限于台式规模(~10 L)。Thermo Fisher Scientific (HyPerforma™ S.U.B)和Cytiva (Xcellerex™)的SU搅拌袋系统可用于高达2000 L的哺乳动物细胞培养,并为不锈钢制成的搅拌生物反应器提供了真正的替代品。这两种生物反应器系统都使用圆柱形袋子,其中预先安装了低剪切搅拌器和通常使用的曝气设备,如微孔分散器和开放式管道分散器。这些袋子生物反应器的相关搅拌器(d/D为1:3–1:2)和反应器几何形状(H/D为1:1–2:1)是从它们的钢制对应物复制而来的。两个系统都拥有一个偏心、角向、轴向流动的搅拌器。偏心位置的搅拌器消除了表面的流体涡旋,消除了挡板的需要。XDR生物反应器使用磁力耦合、底部驱动的船用搅拌器运行,S.U.B是顶部驱动的,并包含了一个密封件。XDR和S.U.B系统目前被用于许多使用哺乳动物(例如,CHO、杂交瘤、Vero、婴儿仓鼠肾{BHK})和昆虫细胞的mAb和疫苗生产过程中。Lonza实现了类似的产品数量(中到高细胞密度和滴度在g/L范围内),此外,对SUBs的微生物版本的的兴趣导致了S.U.F 300和XDR 200 MO的设计。Sartorius的BIOSTAT® STR高达2000 L,尽可能接近现代可重复使用细胞培养生物反应器的经典配置。袋子可以配备一个环状分散器或微孔分散器和两个轴向流动的SBIs,或一个轴向流动的SBI和一个径向流动的圆盘搅拌器的组合。生物反应器中的均匀混合是通过中心搅拌系统实现的。Löffelholz等人进行的实验和数值研究表明,由于其几何相似性导致的可比流体动力学特性,BIOSTAT® STR生物反应器具有可扩展性。他们报告了BIOSTAT® STR 50 L、200 L和1000 L(2 × SBI)的特定功率输入在29–86 W/m³(utip ~ 1.8 m/s)和混合时间在10到200 s之间。Lonza在其位于瑞士Visp的IBEX一次性生产设施中使用BIOSTAT® STR生物反应器。图1.4显示了当使用Lonza的GS Xceed® CHO平台技术时,BIOSTAT® STR生物反应器中的过程可扩展性的一个例子。
图 1.4 不同规模(200 L 中试规模,1000 L 和 2000 L 生产规模)的 BIOSTAT® STR 生物反应器中归一化活细胞密度(VCD)的时间依赖性曲线。数据代表基于 GS Xceed® CHO 平台技术的 Lonza 补料批处理生产过程。
Pall Life Sciences在2018年推出了Allegro™ STR系统,这是一个与经典生物反应器设计不同的生物反应器。Allegro™ STR的培养容器由一个方形袋子组成,有五种不同的规模(Allegro™ 50、200、500、1000、2000 L)。与经典的圆柱形搅拌SUBs不同,Allegro™ STR的支撑容器在袋子的侧面集成了凹槽,充当挡板。底部安装的变桨搅拌器提供了<30 s的混合时间和高达40 h⁻¹的kLa值,搅拌器速度高达105 rpm。Schirmer等人使用IgG产生的CHO细胞系进行的培养研究表明,Allegro™ STR 200 L生物反应器提供了与类似规模的经典搅拌SUB相当的细胞密度(21.5 × 10⁶细胞/mL)和mAb滴度(1.9 g/L)。Thermo Fisher Scientific最近引入了一个基于长方体容器的类似生物反应器概念:HyPerforma™ DynaDrive™ S.U.B系列(50、500、3000、5000 L),它专门设计用于强化过程。由于长方体容器形状和由此产生的H/D比率(2.5:1–2.9:1),高转换比高达10:1和20:1是可能的。与其他具有刚性搅拌器轴的搅拌SUBs不同,DynaDrive™的搅拌器安装在柔性传动系统上。根据生物反应器的大小,使用两个到四个直径为110-490 mm的船用搅拌器,这些搅拌器战略性地扩展了一个柔性绳梯,并在梯子底部使用扫掠搅拌器。关于DynaDrive™系统的生化工程参数和由此产生的流体流动模式的详细信息可以在中找到。总之,DynaDrive™提供了高达80 W/m³的P/V,kLa值在40到>50 h⁻¹之间,混合时间<60 s。Cobia等人证明了DynaDrive™系统(50、500、5000 L)在14天的标准补料批处理中的可扩展性。他们在不同的生物反应器规模上报告了可比的VCDs(~20 × 10⁶细胞/mL)和产品滴度(~3 g/L)(图1.5)。
图 1.5 Thermo Fisher Scientific 的 HyPerforma™ DynaDrive™ 生物反应器。(照片由 Thermo Fisher Scientific 提供)
美国食品药品监督管理局(FDA)的过程分析技术(PAT)倡议要求监测各种过程参数以确保生物制药产品的质量。因此,SUBs必须配备适当的传感器技术。如今,大多数SUBs只配备了基本的仪器(即pH、DO和温度传感器,见表1.2)。这些系统要么直接配备了SU传感器,要么可以使用无菌连接配备传统传感器。一些SUBs还包括内置的电容传感器,允许非侵入性在线测量活细胞体积(VCV)。关于SU传感器及其测量原理的当前状态的更多信息可以在中找到。
当前的趋势集中在引入非侵入性光谱测量技术(例如,紫外/可见光、红外、荧光、拉曼光谱),其中最有趣的是拉曼光谱。包括葡萄糖、乳酸、醋酸、甲酸、谷氨酰胺、谷氨酸和氨在内的几种与生物学相关的分子都是拉曼活性的,如果能够基于适当的过程训练集构建良好的模型,这项技术有潜力测量活细胞密度、总细胞密度和产品浓度。
3.1.4.波浪混合式一次性生物反应器
所有波浪混合生物反应器都使用由多层薄膜制成的2D或3D袋子。袋子通常由聚乙烯制成,接触层通常由乙烯-醋酸乙烯共聚物(EVA)制成。袋子内的混合是通过由摇摆平台的摆动运动产生的波诱导混合过程实现的。袋子内部的波特性取决于袋子的几何形状、摇摆角度、摇摆速率、袋子的平移、填充体积和流体特性(即,流体密度和粘度)。过去的各种研究表明,波诱导混合对剪切敏感的悬浮细胞特别有益。Werner等人使用计算流体动力学(CFD)模拟发现,与配备Rushton涡轮和桨叶搅拌器的搅拌细胞培养生物反应器相比,能量耗散和剪切模式更加均匀。由于波动运动,氧气通过袋子内头顶空间的无泡表面曝气进入流体,培养基表面不断更新。大多数可用的波浪混合生物反应器系统的氧气传递速率(由体积氧传递系数kLa描述)及其对培养结果的影响已经进行了研究。波浪混合系统在袋子设计(即,材料、几何形状)、控制机制、安装的传感器类型和平台运动方面有所不同,可以是1D、2D或3D。质量和能量传递的强度,因此细胞生长和产品表达可以直接通过波的产生和传播来控制。然而,要适当控制各种影响参数,需要很好地理解系统。因此,在部署系统之前,使用生化工程方法对系统进行技术表征是有用的。关于波浪混合生物反应器的技术表征的详细信息,包括使用的方法的指南(例如,DECHEMA,BPOG),可以在科学文献中找到。
1D摆动混合概念在生物制药行业中使用最为广泛。1D运动袋子内的流体流动可以通过修改的雷诺数(Remod)来表征,这是Eibl等人在2009年引入的。他们发现,在1D运动袋子中,当Remod > 1000时会发生湍流条件,Remod取决于工作体积、培养袋的长度、液位、摇摆速率、流体的运动粘度和一个经验的袋子依赖常数。与Remod概念相反,Oncül等人引入了无量纲的Womersley数与参数β相结合,以量化流动的非稳态特性。他们发现,在β > 700和Womersley数>8.5时,振荡波浪混合生物反应器中会发生湍流条件。报道的混合时间(4–800 s)和kLa值(5–50 h⁻¹)使1D运动的波浪混合生物反应器适合大多数细胞培养(例如,CHO和BHK细胞),特别是那些对氧气需求低和中等且具有牛顿流体流动特性的。对于1D运动袋子,已经证明增加摇摆角度和摇摆速率比增加曝气速率更有效地增加kLa。当培养好氧微生物时,已经报道了1D运动袋子的氧气传递条件的限制。Hitchcock展示了通过增加薄膜层的形成来增加好氧微生物培养的氧气质量传递,对于涉及高光学细胞密度的细菌人乳头瘤病毒疫苗生产。为此,Hitchcock使用了一个BIOSTAT® RM 50 L袋子,工作体积为5 L。相反,Dreher等人展示了通过使用基于氧气消耗模型的线性进料策略,可以在BIOSTAT® RM 10 L(带5 L工作体积,10°和42 rpm)中实现E. coli BL21的OD600为130。
2D和3D运动袋子系统(例如,CELL-tainer®或Allegro™ XRS,见表1.2)提供了高达73和450 h⁻¹的kLa值。适应的袋子运动增加了湍流和表面更新。因此,这些系统适合对氧气需求高或具有特殊混合要求的培养,例如非牛顿培养基。CELL-tainer®结合了垂直摇摆运动和水平平移,而Allegro™ XRS有一个3D袋子,使用同时的双轴摇摆运动,使流动具有翻滚特性。关于CELL-tainer®生物反应器运动的详细信息,包括生化工程和CFD模拟数据,可以在中找到。Westbrook等人成功地使用CELL-tainer®生物反应器系统培养E. coli BL21并生产重组谷胱甘肽S-转移酶-hCD83ext融合蛋白,取得了与搅拌生物反应器相当的结果。Junne等人通过保持主要的几何特征(角度和板宽之间的比例)展示了CELL-tainer®系统的线性可扩展性,并能够在各个不同的规模(12–120 L)上产生可比的流体特性和剪切应力。
无可争议的是,1D运动的波浪混合生物反应器比2D和3D运动系统得到了更深入的研究,并且在生物制药行业中得到了更广泛的应用。实际上,CFD模拟揭示了层流条件的存在和远低于搅拌细胞培养生物反应器报道的剪切应力水平。这一事实也鼓励了不同的用户使用1D运动袋子进行细胞治疗制造,例如扩展人类间充质干细胞和人类免疫细胞(例如CAR-T或NK细胞)。鉴于此,Sartorius和Cytiva推出了波浪混合生物反应器系统(BIOSTAT® RM TX和Xuri™ Cell Expansion System),这些系统具有特殊袋子设计,用于原代细胞处理。除了这些应用外,1D运动袋子也已证明在基于动物细胞的病毒生产基因治疗、疫苗和病毒样颗粒疫苗的生产过程中是有效的。
3.1.5.轨道摇动式一次性生物反应器
对于静止的、搅拌的、直接曝气的SU生物反应器,工程参数和放大标准通常可以没有任何重大问题地建立,但轨道摇动生物反应器的自由液面使得这一点更加困难。摇瓶(例如Erlenmeyer flasks)可用的不同流动模式工程值无法转移到轨道摇动管(例如TubeSpin®生物反应器15, 50, 450和600)和基于袋子的系统(例如OrbShake™生物反应器)。最被广泛研究的一次性轨道摇动生物反应器系统是OrbShake™生物反应器(Kühner AG),它由一个3D圆柱形SU袋子、一个支撑不锈钢容器和一个外围测量和控制单元组成。OrbShake™系统在台式(Vw 12 L)和生产(Vw 2500 L)规模上都有提供,中间还有两个额外的系统规模(SB50-X和SB200-X)。流体的混合是通过摇动平台的轨道运动实现的。流体动力学受到选定操作条件的高度影响,因为不同的反应器直径、轨道直径、流体高度、旋转摇动速度和流体运动粘度的不同组合创造了不同的流动/涡旋结构,最终控制剪切应力、湍流、曝气、对流、混合和悬浮过程。关于OrbShake™生物反应器的生化工程数据和流体流动动力学的详细信息可以在中找到。Dittler等人报告了SB10-X系统在建立无滴度感染细胞保存和放大(TIPS)过程的成功使用,使用Sf-9细胞和重组杆状病毒Autographa californica multicapsid核多角体病毒,该病毒产生分泌型碱性磷酸酶(rSEAP)。通过使用SB10-X系统和TIPS方法,他们在感染后4天实现了144-158 U/mL的rSEAP活性,与传统的两阶段过程相比节省了2-3天。最近,Coronel等人为SB10-X配备了切向流过滤(TFF)和交替切向流过滤(ATF)设备,以在灌注模式下运行系统(另见“强化和连续设施趋势”部分)并生产人类影响A病毒疫苗。作者证明了在轨道摇动生物反应器中可以实现高达50 × 10⁶细胞/mL的活细胞密度。Anderlei等人报告了SB200-X在100 L工作体积下的kLa值高达45 h⁻¹,并且根据摇动频率(50–70 rpm),混合时间在25到70秒之间。对于SB2500-X,报道了较低的kLa值,范围从~2到25 h⁻¹,取决于工作体积(500–2500 L)和摇动频率(35–55 rpm)。
3.1.6.用于初级回收/澄清的系统
大多数生物制药产品(特别是mAbs)分泌到细胞培养基中。因此,需要一个初级澄清步骤来分离细胞和大的污染物。为此,最常见的分离策略要么是基于过滤,要么是基于离心。在初级澄清之后,执行二次和/或三次澄清,以去除更细小的颗粒和生物负荷。这些步骤可以由一个或多个级别的深层过滤器组成,然后是一个无菌级膜过滤器。Merck Millipore(Millistak+® Pod系统)、3M™(Zeta Plus™)、Sartorius(Sartoclear® L-Drum技术)和Pall(Stax™技术)提供了适用于不同澄清范围的SU过滤器。过滤器由硅藻土、纤维素或全合成纤维(例如聚丙烯腈纤维)、无机过滤助剂组成,在某些情况下,还有带电基团。全合成过滤器(例如Millistak+® HC Pro)在工艺一致性方面提供了优势,并且在使用前需要的冲洗量显著减少。一些过滤器的过滤表面带正电荷,以通过电动力学吸附减少带负电的污染物。吸附性能允许过滤适应范围广泛的细胞培养液。例如,3M™ Emphaze™和Harvest RC是基于AEX的吸附性过滤器,可以大大减少HCCF中的rDNA。总的来说,SU深层过滤器由于其直接放大、模块化设计和完全封闭的过滤片/胶囊的可用性,便于轻松和安全地处理,提供了优势。
SU离心机是整个初级澄清和二次澄清步骤的SU过滤器的替代品,特别是当需要分离大量生物量时(例如,强化的补料批处理或灌注过程)。近年来,新的SU离心机(GEA kytero®, Alfa Laval CultureOne™)已经上市,补充了已经可用的离心机(CARR UniFuge和U2k, Sartorius Ksep®)。Sartorius的Ksep®系统使用具有流化床技术的逆流离心分离细胞和上清液[122]。分离过程包括加载、洗涤和卸缓冲液和细胞的重复周期。该系统有两种不同的尺寸,允许最大流量为114 L/h(Ksep® 400;处理体积10-200 L)和720 L/h(Ksep®6000 s;处理体积50–2000 L)。Saballus等人最近证明了Ksep®系统适用于澄清高细胞密度CHO过程(100 × 10⁶细胞/mL)。通过使用离心后过滤步骤,他们能够将浑浊度从8000降至<5 NTU,同时保持>90%的mAb回收率。其他SU离心机,如CultureOne™或kytero®(见图1.6),基于经典的盘片堆叠技术。在这些系统中,具有更高细胞密度的悬浮液集中在分离碗的外围,而纯化的上清液从中心上部移除。因此,实现了高浓度细胞和清澈上清液的连续排放。这两种SU离心机系统都有两个尺寸;CultureOne™ Primo和kytero® 500建议用于从高达500 L的生物反应器中收集细胞(处理能力高达200 L/h),因此用于中试规模。相比之下,CultureOne™ Maxi和kytero® 2000是为生产规模设计的,可以处理高达2000 L的细胞悬浮液体积(处理能力高达600 L/h)。kytero®系统完全无轴、机械轴承和密封件驱动。旋转的分离碗由磁力技术(breezeDrive®)悬浮。在CultureOne™系统中,过程室由机械密封件与环境隔离。Ott等人最近证明了kytero® 500 SU离心机适用于澄清CHO细胞培养悬浮液(补料批处理,VCDmax = 16.8 × 10⁶细胞/mL)。他们能够在不到2小时内完全分离出200 L SUB中的细胞悬浮液,实现98-99%的mAb回收率和10-15 NTU的浑浊度。
图 1.6 kytero® SU 离心机。(版权所有 GEA AG)
细胞分离的进一步选择包括利用SU声学室的声学分离技术,这些技术可以有效地减少高达2000 L生物反应器规模的浑浊度、颗粒和细胞。宏观尺度的声学分离器使用多维驻波从悬浮液中移除细胞和颗粒。为此,细胞悬浮液通过一个声场移动,在该声场中,物理力保持细胞并将它们聚集在声波的交叉点或节点处形成紧密堆积的群体。一旦达到临界细胞群大小,细胞群就会因重力而开始沉降。Pall的Cadence™ Acoustic Separator就是这样一个系统的示例。
3.2.一次性下游处理
最初主要用于USP的SU系统(见“一次性上游处理”部分),近年来在DSP中也越来越受欢迎。如今,可以使用SU系统执行复杂的步骤,如色谱、离心和TFF。然而,由于过去二十年细胞密度和产品滴度逐渐增加,过程强化已成为DSP中的一个重要方面(见“强化和连续设施趋势”部分)。在DSP中使用SU技术提供了更大的设计灵活性,并在过程变化变得必要时更快地适应。此外,合格和投产过程的准备时间更短,从而减少了变更控制文件的成本和工作量。因此,这对新生物制药产品的上市时间有重大影响。然而,DSP中的SU技术在可扩展性方面仍然有限,因此不支持超过4000 L的生产规模。因此,有一种趋势是向更大的一次性模块发展,这些模块支持更大的生产量或进一步的过程强化。
色谱是生物制药纯化中使用的关键技术。例如,通常进行三个色谱步骤来纯化mAb。第一步,称为捕获色谱,用于从澄清的细胞上清液中分离、浓缩和稳定产品。然后是两个抛光步骤,以进一步耗尽宿主细胞蛋白(HCP)、脱氧核糖核酸(DNA)和高分子重量物质(例如,聚集的产品)。使用一次性柱和SU色谱平台可以实现更快的周转时间,并通过消除清洁过程和验证来提高设施生产率。Cytiva(ÄKTA™ ready SU系统)和Pall(Allegro™ SU色谱系统)提供了SU色谱系统。两个系统都使用完全一次性的流路、预装的传统或SU柱和基于膜的色谱产品。这为多产品设施提供了相当大的灵活性,并从长远来看降低了处理成本。使用预装的一次性柱允许将劳动密集型和技术性很高的装填过程外包。这消除了装柱系统和装柱和清洁所需的缓冲液的需要。然而,预装柱的大小是有限的。Cytiva和Repligen提供了不同树脂和格式的GMP兼容柱。SU膜吸附剂(例如,Sartorius的Sartobind®,Pall的Mustang®)代表了基于柱的色谱的替代品,对于DSP过程强化特别感兴趣(见“强化和连续设施趋势”部分)。
病毒清除至少基于两个正交步骤,如国际人用药品注册技术要求协调会(ICH Q5A指南)所要求。通常,这是通过结合使用低pH病毒灭活步骤和过滤和色谱病毒清除步骤来实现的。为病毒灭活步骤提供了特别设计的SU混合系统。病毒过滤步骤通常使用具有15-20 nm膜截止的过滤胶囊(例如,Planova™,Viresolve®,Virosart®)在专用的SU处理平台上运行(例如,Agilitech、Sartorius、Cytiva、Merck Millipore的SU病毒过滤系统)。
3.3.一次性配方和灌装完成
配方步骤的目的是浓缩并交换产品溶液中的缓冲液,以实现适当的体积减少和缓冲条件。通常使用TFF来实现这一目的。使用TFF,溶液可以预浓缩至理想的浓度进行透析过滤。可以通过透析过滤完成缓冲液交换,并将产品浓缩至最终浓度以进行进一步处理。通常使用5-7的透析过滤体积以实现高达99.9%的缓冲液交换。如今,市场上有各种TFF系统(例如,Pall、Repligen、Merck Millipore、Parker)提供SU流路和带有高膜面积(高达10 m²)的SU卡带。一旦最终配方均匀,就应该对其进行无菌处理和灌装,不影响DP的稳定性或功能性,并尽量减少产品损失。为了满足所有这些要求,需要以下设备:解冻单元、合并或结合单元(例如,疫苗)、混合单元、自动化配方控制和计量单元、过滤单元和最终灌装机。如今,不同的制造商(例如,Meissner、Parker、Pall、Sartorius、Single-Use Support)提供了SU冷冻(例如,Cellsius® Pak, RoSSpFTU)和灌装系统(例如,SciLog® FD, Linkit® AX, Allegro™ SU灌装, RoSS.FILL)。SU灌装线设置的案例研究可以在以下参考文献中找到。
4.趋势加强和持续设施
Konstantinov 和 Cooney 定义了连续单元操作作为流程的一个子单元,在其中存在持续一段时间的连续流动输入和最小的内部保持体积。输出可以是连续的,或者被离散成小批量,然后以循环方式生产。基于这个定义,可以定义两种不同类型的连续过程:(1) 混合连续过程,其中批处理和连续单元操作被结合,以及 (2) 完全集成的单元操作或端到端过程。如今,混合连续过程已经是生物制药生产中的现实,其中可以区分出三种不同的类型:(1) 连续上游后跟批处理下游,(2) 连续上游和捕获与批处理下游,以及 (3) 批处理上游后跟连续下游。第一种类型并不新鲜,几十年来一直用于生产治疗性酶、血液因子和某些单克隆抗体。将这种方法发展到连续捕获步骤代表了重要的改进,解决了与下游过程相关的高成本问题,其中捕获步骤单独占成本的大约 25%。连续捕获方法意味着在澄清步骤之后不再需要大型保持罐,并且理论上可以将 Protein A 柱的尺寸减少两个数量级,这也导致缓冲液使用显著减少。在第三种方法中,细胞培养通常以传统的补料批处理模式进行,而一个或两个下游过程(例如,捕获,抛光)连续运行,这导致更小的连续色谱柱(=成本降低)。
无可争议的是,近年来大量使用单元操作(SU)系统的可用性推动了更加强和连续的单克隆抗体生产过程的发展。这一事实并不令人惊讶,因为现有的 SU 技术促进了加强单元操作的执行。然而,必须区分上游过程(USP)和下游过程(DSP)的加强。上游加强通常需要使用灌注技术,在这种技术中,细胞被保留在生物反应器中,而部分细胞培养基被连续交换。科学文献中报道的灌注过程中最高的细胞密度(VCD)高达 200 × 10^6 细胞/mL。为了以最小的培养基消耗实现如此高的 VCD,Ozturk 提出了使用细胞特异性灌注率(CSPR)来控制灌注过程。CSPR 描述了每天每细胞供应到生物反应器的细胞培养基量,是每细胞营养供应的良好指标。由于在灌注过程中细胞被保留在生物反应器中,因此生物反应器必须配备内部或外部灌注设备以保留细胞(见表 1.3)。选择合适的细胞保留设备是开发灌注过程的重要考虑因素,任何 SU 细胞保留设备都应满足以下特征:(1) 高鲁棒性,(2) 高细胞保留效率且不损伤细胞,(3) 高产品产量,(4) 可扩展性,(5) 低运行成本,以及 (6) 连续收获。细胞保留设备包括内部灌注膜过滤器、TFF 系统、ATF 系统、声波分离器和离心机。除了带有内部灌注膜过滤器的波混生物反应器系统外,所有其他系统均可用于生产规模。波混系统易于使用,因此通常应用于 N-1(即种子阶段)灌注过程。SU 灌注系统的可用性在过去几年中促进了高种子补料批处理生产和浓缩补料批处理过程的发展。除了前面提到的加强过程外,完全连续的灌注过程也非常有趣。这样的过程的目标是实现一个稳态,在这种状态下,生产力和产品质量可以在长时间内仅以最小的偏差维持,同时连续排出废细胞培养基和产品。与 N-1 灌注过程不同,必须定期进行细胞出血以保持必要的恒定 VCD 和高细胞活性。目前,这类过程的目标运行时间范围为 30 至 90 天;过程在稳定条件下运行的时间越长,生物反应器的空间-时间产量就越高。通过使用连续 USP 过程,已报道了 1 g/L/d 的特定生产力 。长时间的运行清楚地表明了对 SU 生物反应器及其内部和外部外围设备在抗性和无菌性方面的高要求。专门设计用于连续灌注过程和加强补料批处理操作的搅拌 SU 生物反应器的一个例子是 Thermo Fisher Scientific 的 HyPerforma™ DynaDrive™ 系列,已在“单次使用生物反应器”部分展示。因为加强 USP 可能导致更高浓度的固体和细胞污染物(例如,HCP,DNA)以及蛋白质聚集体,收获和随后的处理比传统补料批处理过程更加困难。然而,有两种主要的 DSP 加强方法:(1) 增加色谱柱的结合能力或更有效地使用它们,和/或 (2) 通过连续运行每个过程步骤来增加生产力。在单克隆抗体生产的捕获步骤中,通常使用 Protein A,自发现以来已经优化了几次(例如,增加结合能力,提高稳定性)。加强捕获步骤的替代方法是基于执行几个更便宜的色谱步骤而不是使用亲和色谱,或者专门使用阳离子交换色谱进行捕获步骤。其他纯化选项包括沉淀 、目标产品的结晶和两相萃取。捕获和抛光步骤也可以使用膜色谱而不是传统的填充床柱进行。膜色谱允许比填充床柱更高的流速(高达 50 倍)和更低的操作压力。各种制造商(例如,Natrix Separations,Pall,Sartorius)提供 SU 膜胶囊,也可以在结合-洗脱或流过模式下使用。根据 Lim 等人的研究,膜技术比传统填充床柱便宜得多,并且可以节省高达 65% 的成本。然而,膜色谱的缺点是其结合能力低于填充床柱。因此,膜技术目前不广泛用于 DSP 的捕获步骤。Casey 等人提出了在捕获步骤中添加五倍单次通过 TFF(=SPTFF)以减小捕获柱的尺寸。这种方法减少了高达 80% 的树脂和缓冲液使用量,从而显著降低了成本。加强 DSP 的另一种方法是在抛光步骤中使用混合模式色谱。不是依次执行几个色谱步骤,而是使用具有不同亲和力的几个组分作为色谱柱的固定相。
如上所述,过程加强的最终目标是创建一个端到端的过程。这包括使用多柱或逆流色谱的连续捕获步骤。在多柱技术中,几个柱子并行连接并循环操作。因此,只需较小的柱子尺寸。此外,这种方法消除了生产生物反应器后的保持步骤,并减少了使用的树脂和缓冲液量。目前,Merck Millipore(Mobius® Multi Column Capture System)和 Sartorius(Resolute® BIOSMB platform)提供了符合良好生产规范(GMP)的多柱色谱系统,具有完整的单次使用(SU)流路。这两个系统都可以用于捕获步骤的结合-洗脱模式,以及抛光的流过模式(例如,离子交换、疏水或混合模式色谱)。通过结合杂质而不是目标产品,实现了连续操作。一旦柱子完全被杂质加载,杂质突破发生,必须更换柱子。然而,这并不代表真正的连续操作模式,因此被称为伪连续。如前所述,在DSP期间需要执行病毒灭活和病毒过滤步骤。连续病毒灭活有两种方法:(1) 适应经典方法,使用两个交替操作的SU混合器(例如,Pall的Cadence™ Virus Inactivation system)和 (2) 实施一个 plug-flow 反应器,在反应器入口处向产品流中添加酸。在后一种情况下,产品在 plug-flow 反应器中的停留时间保持低pH值,然后在出口处通过添加碱进行中和。连续病毒过滤是使用多过滤器概念进行的,其中两个单独的过滤器并行连接。一旦一个过滤器达到其容量(例如,由于压力限制),系统自动切换到另一个过滤器,以便第一个过滤器可以无菌更换。单克隆抗体的配方通常需要几个TFF步骤,在这些步骤中,产品首先通过超滤浓缩,通过透析转移到适当的缓冲系统,并在第二步超滤中达到最终浓度。因此,这些过程通常不是连续步骤。SPTFF可以用于蛋白质浓缩和透析的连续处理。为此,可以通过增加膜面积和降低流速来增加过滤时间,以至于一个连续的过滤步骤就足够了。
5.总结和结论
SU系统已成为生物制药生产过程中不可或缺的一部分。大多数(约80%)用于研发以及临床前和临床样本生产。它们的特点是高度模块化、灵活性和安全性,以及节省成本的潜力。SU系统已变得重要,特别是对于合同制造组织生产治疗性蛋白如单克隆抗体及其生物仿制药,以及在Covid 19大流行中活跃的疫苗制造商。它们可以在整个生产过程中找到,从上游到填充和完成。尽管与大流行相关的SU系统耗材供应短缺,但预计SU系统的增长将继续。事实上,预计到2030年,全球SU过程市场将以每年16.6%的复合增长率增长。已经批准和正在开发中的细胞和基因治疗产品将有助于这一增长。当前的趋势是基于SU技术的加强和连续过程,其中实施了灌注,并在更短的时间内或更小的设施中实现了目标产品滴度和数量。SU系统制造商近年来开发的改进(例如,新的膜材料,系统更易于操作)和创新(例如,用于超高细胞密度过程的混合器和生物反应器,特殊灌注系统)为这一趋势做出了决定性贡献。然而,目前市场上许多现有系统并未完全适合此目的。需要更均匀的改进聚合物,允许更具创新性的设计;SU传感器需要提供更好的长期稳定性;需要在管道和连接器技术方面进行进一步创新;最终,SU产品需要更具成本效益。然而,后者也可能是SU系统新生产商的机会,可以促进这些系统在生物制药行业之外(例如,化妆品和食品工业)的日益实施。
识别微信二维码,添加生物制品圈小编,符合条件者即可加入
生物制品微信群!
请注明:姓名+研究方向!
版
权
声
明
本公众号所有转载文章系出于传递更多信息之目的,且明确注明来源和作者,不希望被转载的媒体或个人可与我们联系(cbplib@163.com),我们将立即进行删除处理。所有文章仅代表作者观点,不代表本站立场。
疫苗抗体药物偶联物
2024-08-11
·动脉网
今年6月,药明生物宣布其生物药原液二十厂(MFG20)第二条原液生产线的三组5000L一次性生物反应器正式落成。该厂于2021年正式投产,新落成的一次性生物反应器投产后,其产能将从目前的8000L增至23000L。
两年前的2月,美国商务部将药明生物等33家中国实体列入“未经验证名单(Unverified List,简称UVL)”,对这些企业包括一次性生物反应器在内的一系列生产设备实施进口审查。新闻发出第二天,国内一众CXO上市企业股市集体受挫,引发行业动荡。
生物反应器为何能让医疗行业动荡?它对于生物医药产业有哪些关键性作用?目前国内外产业发展如何?
本期生物制造专题,动脉网将以瑞士比欧生物工程公司(Bioengineering AG,以下简称“瑞士比欧”)为例,通过剖析这家在现代生物反应系统(微生物发酵,动植物培养)制造领域欧洲最老的企业,以期为行业带来一些参考与启示。
生物医药和生物技术产业的“心脏”
其实反应器的历史由来已久,在古代中东,当地的阿拉伯人用羊胃盛装羊奶,由于羊胃中存在天然的凝乳酶,凝乳酶催化羊奶中的蛋白质限制性水解,机缘巧合促使羊奶转化成了奶酪。让羊奶转变为奶酪的羊胃便相当于一种反应器。
三千多年前的商周时期饮酒文化较为盛行。先辈们将谷物放在密闭空间中,利用谷物发芽时产生的酶将原料本身糖化成糖分,再用酵母菌将糖分转变为酒精。这里制酒所用的密闭容器也是一种早期的反应器形态。
尽管反应器历史悠久,但直到20世纪80年代,生物反应器(bioreactor)一词才逐渐出现在专业期刊和书籍中。在生物工程中,生物反应器是指用于微生物和细胞体外培养,通过生化反应或生物自身的代谢等来获得各种目标产物、药物的装置,是现代生物制造领域的核心设备。
生物反应器一般会按照材质分为不锈钢生物反应器和一次性生物反应器,两种生物反应器在生物医药领域均各有市场。根据产品的市场大小和特性,以及成本对于售价影响力的大小等综合因素,选择用哪种类型的生物反应器,是一个非标准问题。
发展至今,在生物医药领域,凡是涉及细胞代谢与细胞培养,几乎都需要生物反应器的参与。生物反应器为基因工程技术、发酵工程、细胞工程、酶工程以及蛋白质工程的发展与产业化提供了摇篮。因此,生物反应器又被称为生物医药和生物技术产业的“心脏”。
典型生物医药的全生命周期是起于上游的原料输入,到中游的研发和质控,再到中游的生产,最后涉及下游的生产。
其中,中游的研发又包括临床前研究和Ⅰ、Ⅱ、Ⅲ期临床研究,临床前研究需要细胞库的建立、细胞培养、纯化工艺开发和制剂处方工艺优化等阶段。中游的生产要先历经小试、中试才能最终到商业化规模。对于动物细胞培养生产的生物药物,生物反应器在中游的各个环节都具有关键作用,生物反应器的发展进一步推动了生物医药产业的发展。
尤其是基于“动物细胞培养”技术的蛋白质医药产业,目前已成为生物医药的重点发展方向,利用该技术生产的产品有人源化和全人源治疗性抗体、多糖工程蛋白、新型靶点生物药物等。而生物反应器是动物细胞培养中不可代替的主要设备,在生物医药的全生命周期中也起到了越来越重要的作用。
具备刚需属性的产品自然会有与之匹配的市场。根据Mordor Intelligence的报告,生物反应器市场规模预计到2024年为54.5亿美元,预计到2029年将达到77.9亿美元,在预测期内(2024年—2029年)复合年增长率为7.45%。
欧洲最老的现代生物反应系统制造企业
提到历史悠久且市场逐步扩大的反应器行业,瑞士比欧一定拥有一席之地。
瑞士比欧是一家在现代生物反应系统(微生物发酵,动植物培养)制造领域欧洲最老的全球闻名的公司。其继承了瑞士国家数百年严谨、认真的传统,自1972年成立至今,始终专注于生物反应器设计与制造领域,积累了五十多年的技术基础,开发了完整的产品系列。
目前,瑞士比欧主要的经营范围有:生物反应器的制造,包括微生物发酵罐,动/植物细胞培养罐,酶反应器等,我们提供从实验室,中试到大型生产规模的系列产品;各类生物反应器及生物工程辅助设备,包括各种不同规格的无菌隔膜阀,各种管道、通风通气设备,无菌过滤设备等;工程服务,包括老企业改造,新企业规划、设计和建设。
距今,瑞士比欧成立已经超过50年。这样一家老牌企业,却并没有在时间的洪流中迎来“中年危机”,而且在飞速发展的行业中“常做常新”。
在成立的第一个十年里,瑞士比欧开发并推向市场的首批基于“自动无菌”原理的中试系统、LP351模块化中试规模发酵罐和 L1523模块化实验室发酵罐。在50年前,这些产品所涉及的无菌密封、温度回路、控制阈值等各个技术模块都是最先进的。
因此,公司也赚到了第一桶金,获得了来自山德士公司的百万法郎订单。随后,瑞士比欧还推出了目前广泛使用的重量配料系统和旋转过滤器,可适应特定工艺要求的,模块化设计的中试和实验室设备,用于确定生物反应器中搅拌器功率的感应空心轴测量装置、小型实验室发酵罐等仪器和配套设备。公司也因此陆续接到了勃林格曼海姆、辉瑞、拜耳等公司的订单。
时间来到20世纪80年代,瑞士比欧创下了新的生产记录,接到了巴斯夫、拜耳、捷克科学院微生物研究所、比彻姆制药公司、康诺特实验室等科研院所和大型企业的合作订单,帮助客户建造了大型发酵罐、干扰素工厂、用于大规模生产凝血因子 Ⅷ的工厂、生物技术中试设施、破伤风疫苗生产设施、异麦芽酮糖工厂、糖替代品工厂,以及各类生物技术设备。
时间来到90年代,瑞士比欧在中国开设了销售办事处,并与全球企业持续扩大合作。二十一世纪,瑞士比欧在扩大产业化布局的同时,也在持续研发新系统,例如,通过测量发酵罐顶部和底部之间的压力差,来确定容器中的填充水平的Bioweight系统。
可以看到,瑞士比欧从遥远的瑞士起家,发展成为如今的全球知名的现代生物反应系统企业,这50年间的战略与布局,看起来并无任何惊心动魄、跌宕起伏的传奇故事。也许只是瑞士国家骨子里严谨认真的性格,造就了这家企业成为行业巨头。
在对待产品保持严谨态度的同时,瑞士比欧也丝毫没有“老企业”的固步自封与传统守旧。反而在许多当下,选择了当时还处在萌芽的领域进行布局。20世纪90年代,国内系统性的生物医药研究还处于发展早期,瑞士比欧却当时布局中国市场,有一定冒险的成分,但更多的是因为看到国内供需之间的不匹配。也正是因为瑞士比欧在风口来临之前布局了市场,才能成长到如今。
截至目前,瑞士比欧的客户已遍布全球,包括诺华的前身之一汽巴-嘉基公司、GSK、诺华、拜耳、安进、BMS、礼来、德国Shering berlin 生物、法玛西亚(2002年被辉瑞收购)、先灵葆雅(2009年被默沙东收购)、赛诺菲、德国Hamburg 大学等。
在中国,瑞士比欧的客户也积累众多,包括复旦大学,中科院上海生物化学研究所,中科院上海细胞所,中科院上海计划生育研究所生物避孕国家重点实验室,中科院上海中医药大学中药研究所国家重点实验室,第二军医大学,华东理工大学生物化工学院,中科院生态所,军事医学科学院生物工程研究所,中国医学科学院天津血研所,哈尔滨工业大学,东北农业大学,东北林业大学,吉林大学酶工程国家重点实验室等科研院所;也包括联合赛尔,复星实业克隆公司研究所,齐鲁制药,东阿阿胶,凯因生物,百泰生物,九州药业等产业链企业。
值得一提的是,作为国内生物制药的领军企业,中国生物技术集团公司内的北京微谷国家疫苗中心基因室,以及旗下所属的几大研究所,如武汉生物制品研究所的疫苗车间、菌苗车间,成都生物制品所、上海生物制品所,也均有比欧公司的实验室型、中试型、生产线等。
产品涵盖实验室、中试、生产全流程
为什么瑞士比欧的客户能够覆盖产、学、研全产业链?源于其全面的技术和产品布局。
按研发和生产的不同阶段,小试、中试至工业化生产适用不同体积的生物反应器。按反应体积,生物反应器可分为微型、小型和常规型。
微小型生物反应器一般用于研发阶段,进行工艺的优化。常规型生物反应器按小试、中试和商业化生产的需求,反应体积呈现数量级的增大。
实验室小试常用的台式反应器体积一般为 1 - 5L,中试分为实验室中试和工厂中试反应器,反应体积分别为 10 - 50L 和100 - 500L。
商业化规模的生产根据产品和反应体系的不同,体积差别较大,例如大部分针对细胞培养的商业规模的生物反应器一般为 1000-3 000L,面向大规模微生物培养的反应器在中试规模就甚至会达到 5000L。
瑞士比欧同时具有2—20L实验规模反应器,30—300L中试规模反应器,300L一直到300立方米生产规模的反应器,从实验研究到产业化规模都能够提供相应的设备,也能提供GMP,FDA 验证所需文件。
在实验室领域,瑞士比欧有L1523型可在位灭菌实验室发酵罐、NLF型可移动型在位灭菌实验室发酵罐、RALF型可高压锅离位灭菌玻璃发酵罐、KLF型可在位灭菌小型发酵罐等产品,均可用于细菌、细胞的培养。
■ L1523型可在位灭菌实验室发酵罐:
罐体有316L全不锈钢和Duran玻璃不锈钢组合两种类型可选,总体积在5.5-19L,温控、pH、溶氧、消泡/液位等功能均可关联控制,具有3台(数量可增减)补料泵以及标准化的补料瓶和连接件,还预留有数字和模拟量输入/出接口(免设置),接口可连接外部设备(例如天平,浊度等等)。此外该设备还具有可升级的磁力搅拌系统,旋转过滤器、天平、葡萄糖检测系统、甲醇检测系统、浊度检测系统、尾气分析系统等。
■ NLF型可移动型在位灭菌实验室发酵罐:
具有特有的滚轮式设计,可方便灵活地将罐体移动到实验室的任何角落,罐体和罐盖均为不锈钢316L材质,总体积在16-30L,基本配置参数、拓展功能、可选增项等与L1523可在位灭菌实验室发酵罐类似。
■ RALF型可高压锅离位灭菌玻璃发酵罐:
该设备除了能够提供常用的罐身夹套水浴循环温控系统,还提供比欧特色的中空挡板温控系统,通过在中空的搅拌挡板中进行温控水的循环,可提供比夹套传导效果更好的温度控制效果。其体积规格有6.7L、5L、3.7L、2 L四种,基本配置参数、拓展功能、可选增项等与上述两款设备类似。
■ KLF型可在位灭菌小型发酵罐:
适用于试验阶段的最初规模研究,体积规格有3.7L、3.1L、2.4L三种。该设备具有业内独有的小型玻璃罐的在位灭菌工艺,可满足较高的操作便利性要求。基本配置参数、拓展功能、可选增项等与上述两款设备类似,唯一不同的是该设备具有4台(数量可增减)补料泵以及标准化的补料瓶和连接件。在中试及大型生产方面,瑞士比欧也具有LP351型可在位灭菌中试反应器、P型可在位灭菌生产型反应器等数款产品。
■ P型可在位灭菌生产型反应器:
大型生产专用生物反应器,可用作最终生产罐或者各种放大阶段的中间罐,整套系统的自动化程度完全可由用户按需定制,其总体积在100L及以上、除了可关联控制的温控、pH、溶氧、消泡/液位等功能外,该设备还具有定制化的补料泵、补料瓶和连接件,高度定制化的比欧BIOSCADA控制系统,以及预留有数字和模拟量输入/出接口(免设置),接口可连接外部设备(例如天平,浊度等等),可升级的磁力搅拌系统,旋转过滤器、天平、葡萄糖检测系统、甲醇检测系统、浊度检测系统、尾气分析系统等拓展功能和可选增项。
■ LP351型可在位灭菌中试反应器:
该设备不仅可以作为一般实验室的进一步放大实验用罐体,也可作为大型生产系统的辅助罐体或者放大生产的中间罐体,具有42L、50L、75L三种体积规格。其基本功能参数、拓展功能、可选增项与P型可在位灭菌生产型反应器一致,但其补料系统并非定制化,而是由3台(数量可增减)补料泵以及标准化的补料瓶和连接件组成。
国内生物反应器遍地开花,国产替代率超50%
除了瑞士比欧之外,进口发酵罐设备品牌主要还有赛多利斯、宝乐菲、百特仑、伊孚森、丸菱、Applikon、NBS(被Eppendorf收购)等布局生物反应器的企业。
国内方面,如东富龙、楚天科技、多宁生物、乐纯生物、金仪盛世等企业也在积极布局、飞速发展。
有文献显示,全球生物反应器行业拥有关键核心技术 315 项,其中美国关键核心技术专利拥有量占比达38.73%,居全球首位。中国紧随其后,关键核心技术专利拥有量占比为 26.98%,国内在生物反应器领域的实力不容小觑。其余国家包括德国、韩国、日本、英国,在生物反应器行业内也具有一定竞争力。
事实上,在美国进行限制之前,我国对于这一生物制造的上游设备就已开始重视。2022年1月,国家九部委联合发布的《“十四五”医药工业发展规划》中将“重点开发超大规模(≥1万升/罐)细胞培养技术”列为生物药技术攻关的首项。
国产生物反应器行业从2022年开始迅速得到了资本市场的重视。多家公司在2021-2024年间完成多轮融资,从而得以扩大产能、加大研发力度。根据动脉橙数据不完全统计,该领域近七成的融资是在3年内完成。另有动脉网文章显示,一次性生物反应器的国产替代率目前已经至少在50%以上,甚至达到60%—70%。
事实上,国内生物医药已经经历了一段时间的发展,尤其是在动态发展的国际局势影响下,以及下游企业迫切寻求降本增效的希望下,许多中国药企已经从最初的被动选择国产设备到如今主动认可国产设备。也许前几年大家寻求的是国产“替代”进口,相信在不久的将来,大家将会迎来或者已经迎来:国产“超越”进口。
* 参考文献:
1.生物化工,《生物反应器在生物医药产业中的研究进展》
2.科学学研究,《生物反应器关键核心技术识别与国别差距研究》
*封面图片来源:123rf
如果您想对接文章中提到的项目,或您的项目想被动脉网报道,或者发布融资新闻,请与我们联系;也可加入动脉网行业社群,结交更多志同道合的好友。
近
期
推
荐
声明:动脉网所刊载内容之知识产权为动脉网及相关权利人专属所有或持有。未经许可,禁止进行转载、摘编、复制及建立镜像等任何使用。
动脉网,未来医疗服务平台
100 项与 Applikon Biotechnology Holding BV 相关的药物交易
登录后查看更多信息
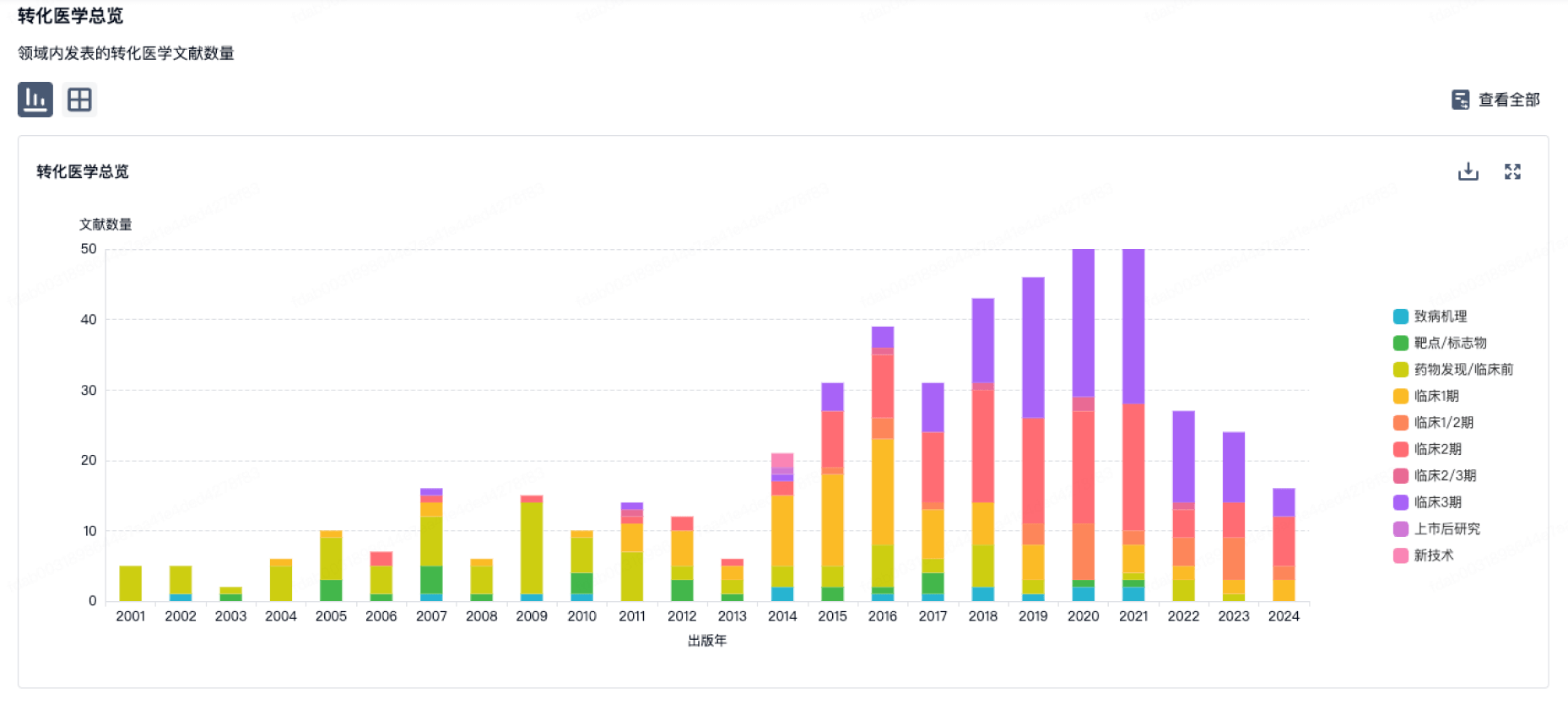
100 项与 Applikon Biotechnology Holding BV 相关的转化医学
登录后查看更多信息
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2026年02月07日管线快照
无数据报导
登录后保持更新
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
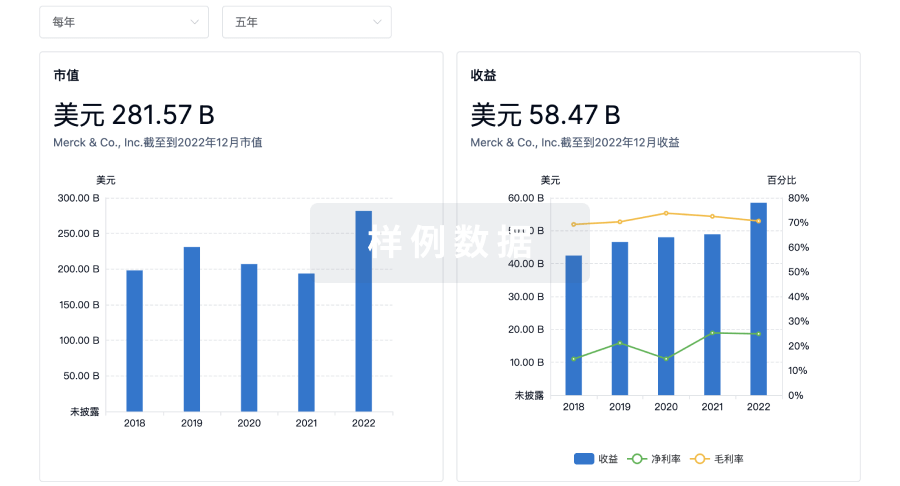
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用