预约演示
更新于:2026-04-02
Human haemoglobin(Sangart)
更新于:2026-04-02
概要
基本信息
原研机构 |
在研机构- |
非在研机构 |
权益机构- |
最高研发阶段终止临床3期 |
首次获批日期- |
最高研发阶段(中国)- |
特殊审评- |

登录后查看时间轴
关联
5
项与 Human haemoglobin(Sangart) 相关的临床试验NCT00633659
A Phase II Study of Hemospan® Versus Voluven® to Evaluate Vascular Resistance and Forearm Blood Flow, and to Assess Local Skin Blood Flow and Tissue Oxygenation in the Ischemic Foot of Patients With Chronic Critical Limb Ischemia
NCT00421200
A Randomized, Double-blind, Phase III Study of the Efficacy and Safety of an Oxygen-carrying Plasma Expander, Hemospan®, Compared With Voluven® to Prevent Hypotension in Patients Undergoing Primary Hip Arthroplasty With Spinal Anesthesia
NCT00420277
A Randomized, Double-Blind, Phase III Study of the Efficacy and Safety of an Oxygen-Carrying Plasma Expander, Hemospan®, Compared With Voluven® toTreat Hypotension in Patients Undergoing Primary Hip Arthroplasty With Spinal Anesthesia
100 项与 Human haemoglobin(Sangart) 相关的临床结果
登录后查看更多信息
100 项与 Human haemoglobin(Sangart) 相关的转化医学
登录后查看更多信息
100 项与 Human haemoglobin(Sangart) 相关的专利(医药)
登录后查看更多信息
54
项与 Human haemoglobin(Sangart) 相关的文献(医药)2025-01-07Translational Animal Science
Effects of coating on recovery of Escherichia coli-derived phytase under different steam pelleting conditions
Article
作者: Xie, Jingjing ; Zhang, Hu ; Cao, Ning ; Zhao, Feng ; Wang, Yuming ; Qi, Bingqian
Abstract:
The objective of this study was to evaluate the effect of coating on the recovery rate (RR) of phytase activity during the steam conditioning-pelleting (SCP) process. A split-plot design was employed, with phytases assigned to the main plot and two conditioning temperatures (75 or 85 °C) assigned to the subplot. The whole plot was repeated four times. In Exp. 1, six phytases were analyzed, including an uncoated phytase (NP) NP1 (NP1), two coated phytases (CP) CP1 and CP2 derived from NP1, and three commercial phytases (MP) MP1-MP3. In Exp. 2, coating technology was refined based on the results of Exp. 1, and nine phytases were analyzed, including an NP2, five coated phytases CP3-CP7 derived from NP2, and three commercial phytases MP4-MP6. Phytase activity after the steam-conditioning, pelleting, and cooling process was analyzed, and the RR of phytase activity was calculated for each process. In Exp. 1, significant interactions between phytase and conditioning temperature on the RR of phytase activity were observed (P < 0.05). The RR of CP1 and CP2 did not differ from that of NP1. Commercial phytase MP3 exhibited a lower RR than the other four phytases when conditioned at 75 °C (P < 0.05). Except for MP3, the RR of phytases decreased as the conditioning temperature increased (P < 0.05). In Exp. 2, the RR of phytase decreased as the conditioning temperature increased from 75 to 85 °C (P < 0.05). Compared with NP2, the RR increased, and the loss rate of activity for all five coated phytase (CP3-CP7) decreased after the conditioning process (P < 0.05). Commercial phytase MP4 and MP6 had comparable RR to NP2, while MP5 exhibited a comparable RR to CP3-CP7. In conclusion, the coating technology used in Exp. 1 did not increase the RR of phytase during the pelleting process, whereas the improved coating process employed in Exp. 2 effectively increased the thermostability of phytase.
2024-11-01INTERNATIONAL JOURNAL OF BIOLOGICAL MACROMOLECULES
Effects of in vitro simulated digestion and fecal fermentation on the structure and regulating the glucose and lipid activity of a polysaccharide from Mori Folium
Article
作者: Zhu, Tongtong ; Han, Lifeng ; Wang, Ying ; Fu, Zhifei ; Liu, Erwei ; Zhang, Han ; Zhang, Lingyu ; Zhang, Boli
Mori folium, as a homologous drug-food, has hypoglycemic and lipid-lowering activity. Polysaccharides are the main bioactive ingredient of the Mori folium that exhibit diverse biological activities. In this study, a homogeneous polysaccharide (MP4) was purified and characterized from Mori folium. The changes of MP4 affected by saliva, simulated gastrointestinal juice, and human fecal fermentation, including physicochemical property or its bioactivity, were systematically investigated. Meanwhile, the influence of fermentation on the bioactivity were evaluated. The results showed that the backbone of MP4 is mainly composed of →4)-α-D-GalpA-(1→ residues. The molecular weight, the levels of reducing sugar content and free monosaccharides of MP4 exhibited no significant differences indicating that gastrointestinal digestion has a minimal effect on the physicochemical characteristics of MP4. However, during in vitro gut microbiota fermentation, MP4 are significantly degraded and utilized by gut microbiota, showing increased the production of short-chain fatty acids, notably acetic acid and propionic acid. The relative abundance of beneficial bacteria such as Bacteroidetes and Actinobacteria were significantly increased, whereas the levels of pathogenic bacteria such as Fusobacteria and Megamonas were significantly decreased, which changed the composition of the gut microbiota. The Firmicutes/Bacteroides ratio was also decreased significantly. Interestingly, after in vitro fermentation, the α-glucosidase inhibitory activity was increased, the lipase inhibitory activity and cholesterol adsorption activity was decreased. Correlation analysis showed that the relative abundance of some bacteria was significantly correlated with the bioactivities. These results provide a basis for the development of Mori folium polysaccharides as functional probiotic products.
2024-03-01Food research international (Ottawa, Ont.)
Comprehensive analysis of flavor formation mechanisms in the mechanized preparation Cantonese soy sauce koji using absolute quantitative metabolomics and microbiomics approaches
Article
作者: Zhao, Chi ; Lin, Weifeng ; Zhang, Yuxiang ; Lin, Jiayi ; Li, Weixin ; Wu, Huizhen ; Luo, Lixin
Based on the widespread application and under-research of mechanized preparation Cantonese soy sauce koji (MP), absolute quantitative approaches were utilized to systematically analyze the flavor formation mechanism in MP. The results indicated that the enzyme activities increased greatly during MP fermentation, and 4 organic acids, 15 amino acids, and 2 volatiles were identified as significantly different flavor actives. The flavor parameters of MP4 were basically identical to those of MP5. Furthermore, microorganisms were dominated by Staphylococcus, Weissella, and Aspergillus in MP, and their biomass demonstrated an increasing trend. A precise enumeration of microorganisms exposed the inaccuracy of relative quantitative data. Concurrently, Staphylococcus and Aspergillus were positively correlated with numerous enzymes and flavor compounds, and targeted strains for enhancing MP quality. The flavor formation network comprises pathways including carbohydrate metabolism, lipid metabolism and oxidation, and protein degradation and amino acid metabolism. In summary, the fermentation period of MP can be substantially shortened without compromising the product quality. These findings lay the groundwork for refining parameters in modern production processes.
1
项与 Human haemoglobin(Sangart) 相关的新闻(医药)2026-03-19
100 项与 Human haemoglobin(Sangart) 相关的药物交易
登录后查看更多信息
研发状态
10 条进展最快的记录, 后查看更多信息
登录
| 适应症 | 最高研发状态 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|---|
| 缺血 | 临床3期 | 比利时 | 2007-02-01 | |
| 缺血 | 临床3期 | 捷克 | 2007-02-01 | |
| 缺血 | 临床3期 | 荷兰 | 2007-02-01 | |
| 缺血 | 临床3期 | 波兰 | 2007-02-01 | |
| 缺血 | 临床3期 | 瑞典 | 2007-02-01 | |
| 缺血 | 临床3期 | 英国 | 2007-02-01 | |
| 低血压 | 临床3期 | 比利时 | 2006-12-05 | |
| 慢性肢体威胁性缺血 | 临床2期 | 瑞典 | 2007-09-01 | |
| 重度下肢缺血 | 临床2期 | 瑞典 | 2007-09-01 | |
| 手术失血 | 临床2期 | 美国 | 2005-07-01 |
登录后查看更多信息
临床结果
临床结果
适应症
分期
评价
查看全部结果
登录后查看更多信息
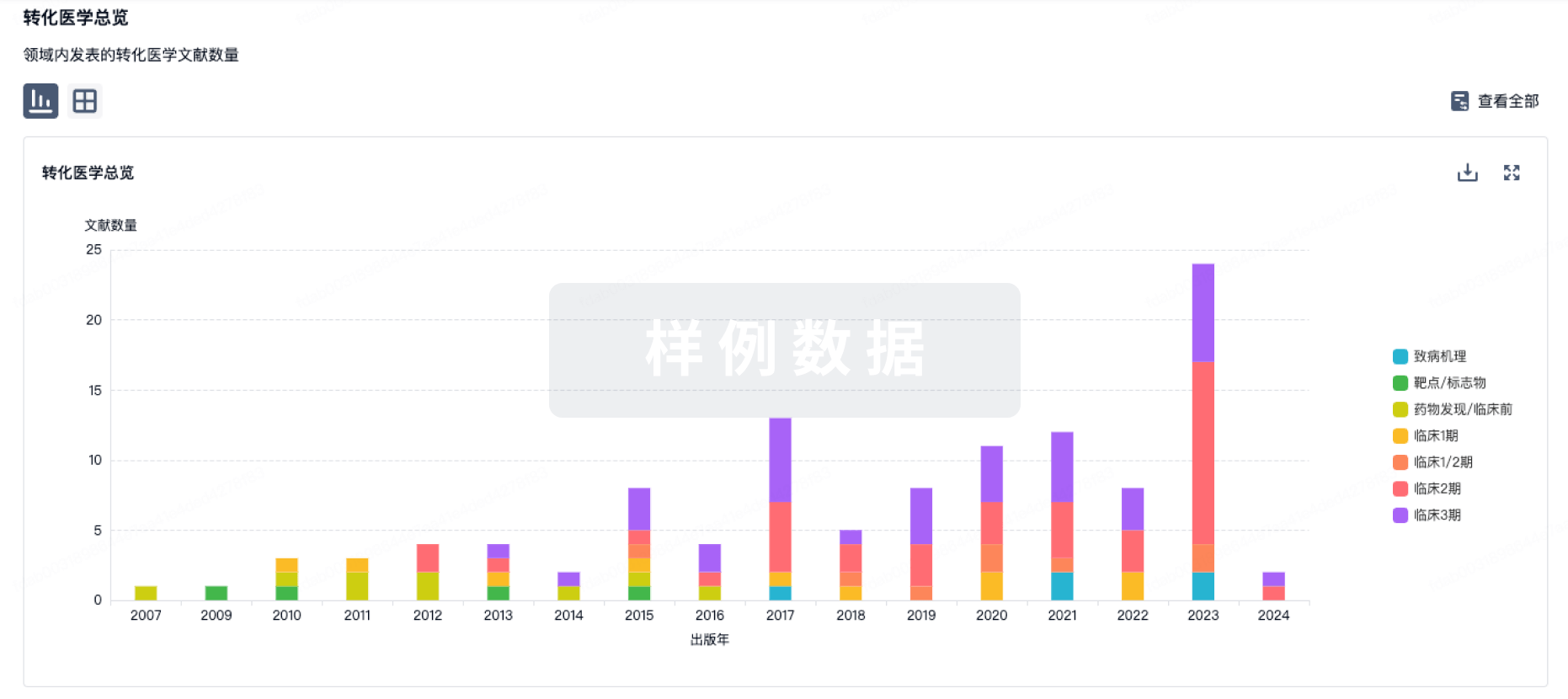
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
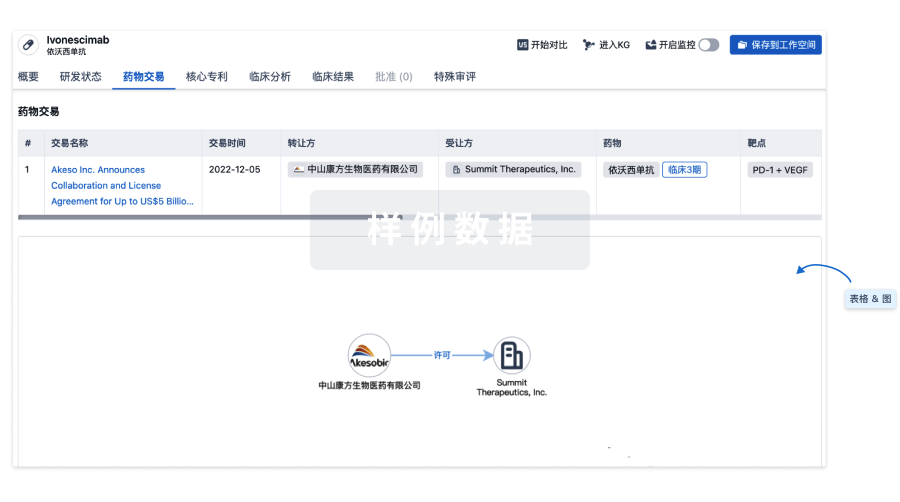
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
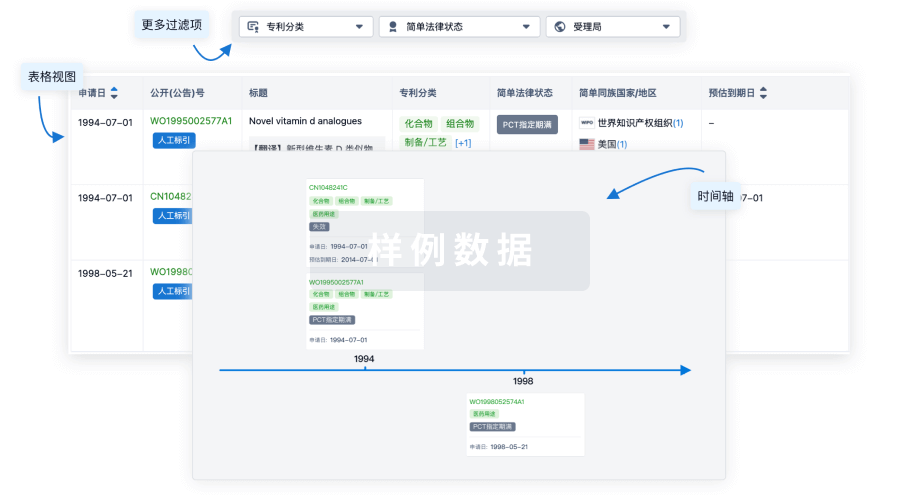
核心专利
使用我们的核心专利数据促进您的研究。
登录
或
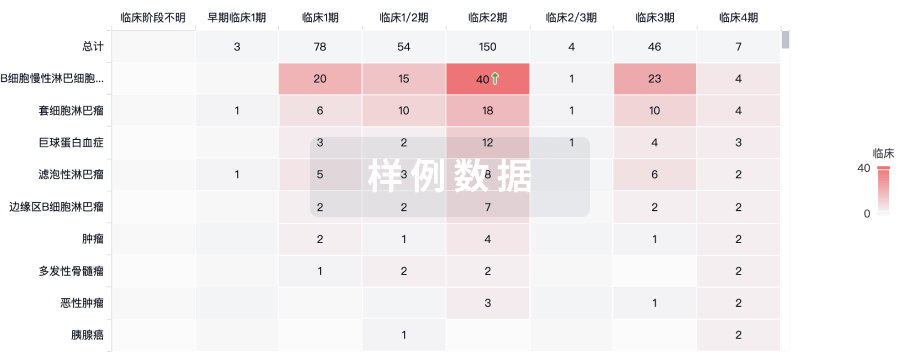
临床分析
紧跟全球注册中心的最新临床试验。
登录
或
批准
利用最新的监管批准信息加速您的研究。
登录
或

生物类似药
生物类似药在不同国家/地区的竞争态势。请注意临床1/2期并入临床2期,临床2/3期并入临床3期
登录
或

特殊审评
只需点击几下即可了解关键药物信息。
登录
或

生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用