预约演示
更新于:2025-05-07

Universidad Politécnica de Madrid
更新于:2025-05-07
概览
关联
NCT06817772
Digital BIOmarkers for the Assessment of Motor Status in Parkinson's Disease Patients with CLInical and ThErapeutic Application
NCT06172712
COPD Exacerbation Modelling Study Using Daily-life Data From Unobtrusive Sensors - the TOLIFE Clinical Study A
NCT06322446
Effects of a Strength Exercise Program on Muscular Health in People With CF Treated With Modulators of the Cystic Fibrosis Transmembrane Conductance Regulator Receptor (CFTR)
100 项与 Universidad Politécnica de Madrid 相关的临床结果
登录后查看更多信息
登录后查看更多信息
2025-12-31Virtual and Physical Prototyping
The microstructure and mechanical properties of nitinol manufactured by LPBF: differences between Ni-rich and Ti-rich compositions
作者: Zapata Martínez, Rodrigo ; Ordoño, Jesús ; Molina-Aldareguia, Jon ; Li, Muzi ; Contreras-Almengor, Oscar ; Aguilar Vega, Carlos ; Díaz-Lantada, Andrés ; Echeverry-Rendón, M.
2025-07-01Separation and Purification Technology
Heat integration and process improvement of a batch distillation unit using a gradual feeding strategy: A case study on MIBK-water separation
作者: Niazi, Saber ; Diaz-Lopez, Jose Antonio ; Nieto-Marquez, Antonio
2025-06-30ACM Transactions on Quantum Computing
Forward and Backward Constrained Bisimulations for Quantum Circuits Using Decision Diagrams
作者: Burgholzer, Lukas ; Tschaikowski, Max ; Wille, Robert ; Jimenez-Pastor, Antonio ; Tribastone, Mirco ; Larsen, Kim Guldstrand
100 项与 Universidad Politécnica de Madrid 相关的药物交易
登录后查看更多信息
100 项与 Universidad Politécnica de Madrid 相关的转化医学
登录后查看更多信息
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2026年03月19日管线快照
无数据报导
登录后保持更新
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
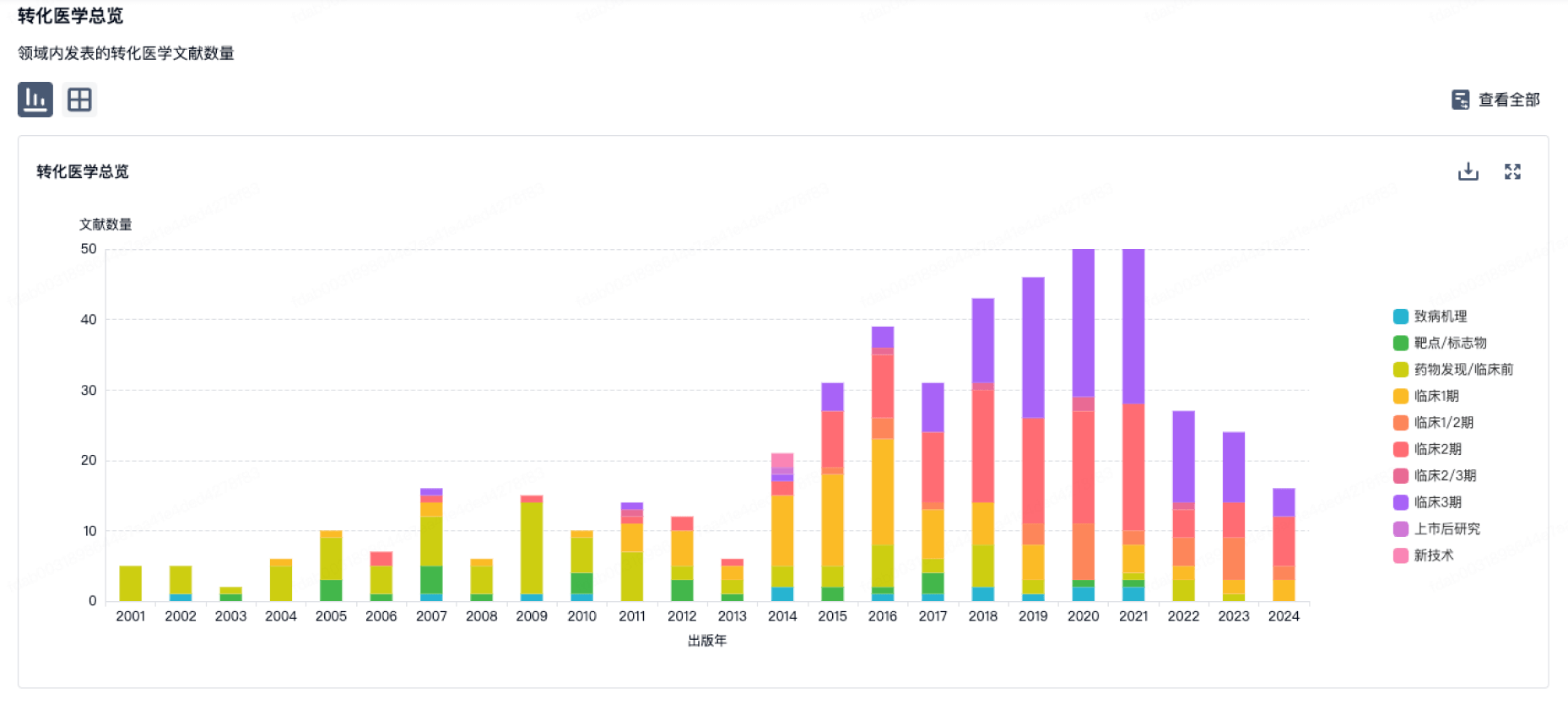
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
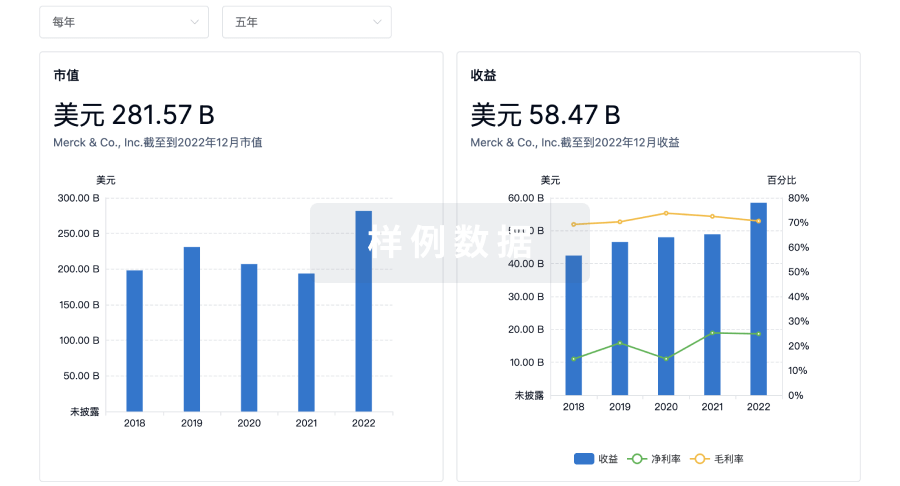
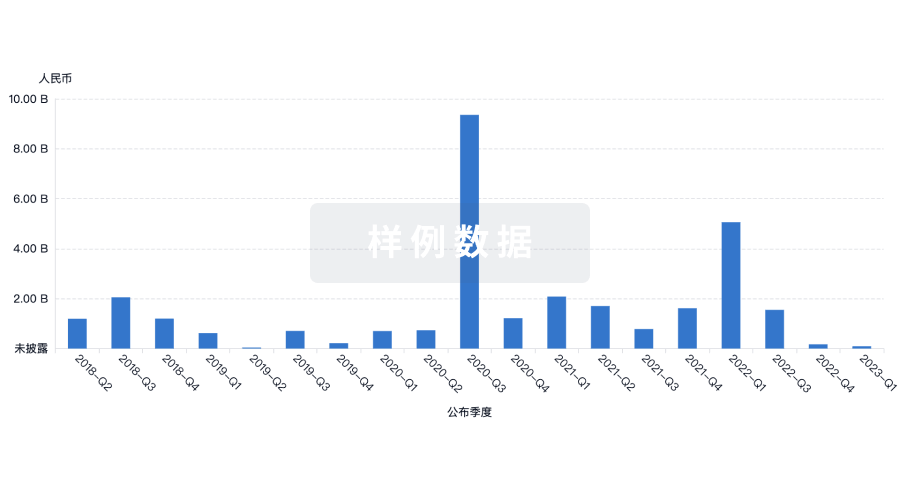
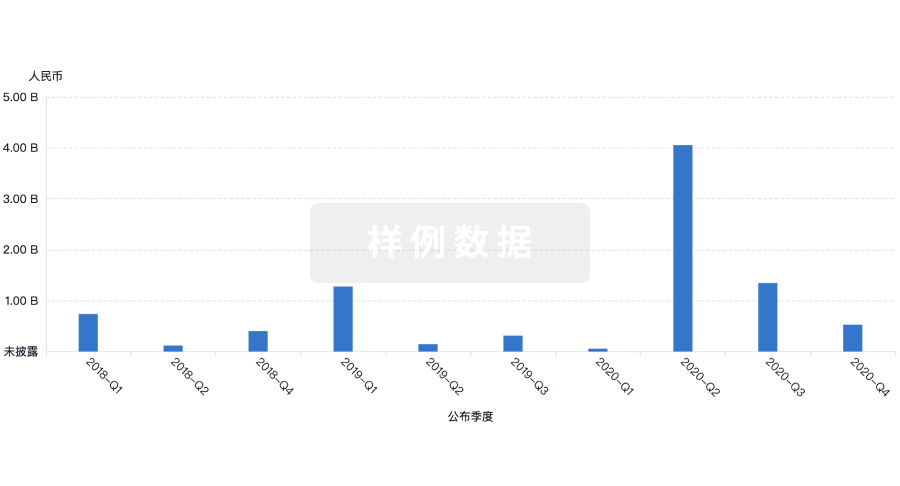
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用