预约演示
更新于:2025-10-18

In Therapeutics Co. Ltd.
更新于:2025-10-18
概览
标签
神经系统疾病
其他疾病
皮肤和肌肉骨骼疾病
小分子化药
化学药
疾病领域得分
一眼洞穿机构专注的疾病领域

技术平台
公司药物应用最多的技术
靶点
公司最常开发的靶点
关联
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
靶点 |
作用机制 |
在研机构 |
原研机构 |
在研适应症 |
非在研适应症 |
最高研发阶段 |
首次获批国家/地区 |
首次获批日期 |
NCT06218784
A Randomized, Double-blind, Placebo-controlled, Multiple-Ascending Dose Phase 1b Study to Evaluate the Safety, Tolerability, and Pharmacokinetic/Pharmacodynamic Properties of iN1011-N17 After Oral Administration in Healthy Volunteers and Post-Herpetic Neuralgia Patients and to Assess the Relative Bioavailability of Mesylate vs Hydrochloride Salt Capsules in Healthy Volunteers
ACTRN12620001253998
A randomized, double-blind, placebo-controlled, single-ascending dose Phase 1 study to evaluate the safety, tolerability, and pharmacokinetics/pharmacodynamics properties of iN1011N17 after oral administration in healthy volunteers
NCT05496205
A Randomized, Double-blind, Placebo-controlled, Single- Ascending Dose Phase 1 Study to Evaluate the Safety, Tolerability, and Pharmacokinetics/Pharmacodynamics Properties of iN1011-N17 After Oral Administration in Healthy Volunteers
100 项与 In Therapeutics Co. Ltd. 相关的临床结果
登录后查看更多信息
登录后查看更多信息
Pharmaceutics
Enhancing Chemical Stability and Bioavailability of Aneratrigine Capsules via Dry Granulation: Addressing Stability Challenges in Sodium Bicarbonate-Containing Formulations for Clinical Development
Article
作者: Kim, Dong-Woo ; Cha, Kwan-Ik ; Lee, Seungbeom ; Seol, Ji-Hyung ; Kim, Ga-Eon
Background: Aneratrigine, a potent selective Nav1.7 inhibitor, faced challenges in developing a clinically viable oral formulation due to its poor aqueous solubility in acidic gastric conditions (0.06 mg/mL at pH 1.2), leading to limited bioavailability in Phase 1 studies. Methods: To address this, a capsule formulation containing sodium bicarbonate (NaHCO3) was developed to enhance dissolution via in situ pH modulation. However, production-scale wet granulation led to stability issues, such as capsule content discoloration and excessive degradant formation, attributed to NaHCO3 decomposition under thermal and moisture stress. This raised the content pH and triggered degradation products not seen in initial compatibility tests. Consequently, dry granulation was adopted to minimize heat and moisture exposure. Results: The dry granulation process proved scalable, maintaining chemical integrity across laboratory (1.5 kg), pilot (5.4 kg), and commercial (25.9 kg) batches. The optimized formulation showed enhanced stability (total impurities < 0.05%) and improved dissolution (>80% at 30 min, pH 4.0). Conclusions: This work establishes a robust manufacturing platform that overcomes stability challenges in alkalizer-containing formulations, facilitating the successful advancement of aneratrigine to Phase 2a and providing a model for developing heat- and moisture-sensitive compounds.
100 项与 In Therapeutics Co. Ltd. 相关的药物交易
登录后查看更多信息
100 项与 In Therapeutics Co. Ltd. 相关的转化医学
登录后查看更多信息
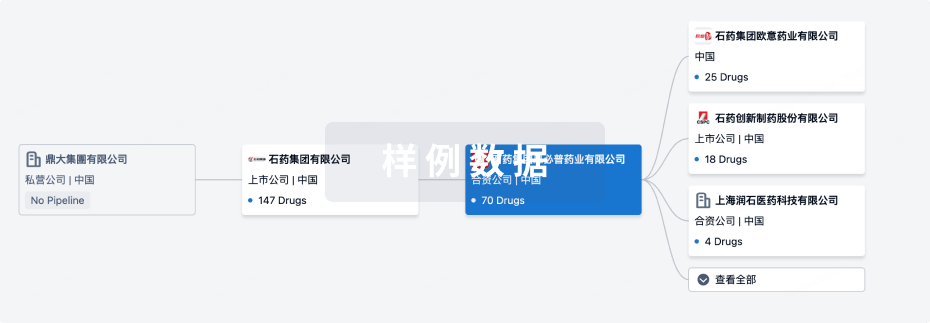
组织架构
使用我们的机构树数据加速您的研究。
登录
或
管线布局
2026年03月20日管线快照
管线布局中药物为当前组织机构及其子机构作为药物机构进行统计,早期临床1期并入临床1期,临床1/2期并入临床2期,临床2/3期并入临床3期
药物发现
6
4
临床前
临床1期
1
登录后查看更多信息
当前项目
登录后查看更多信息
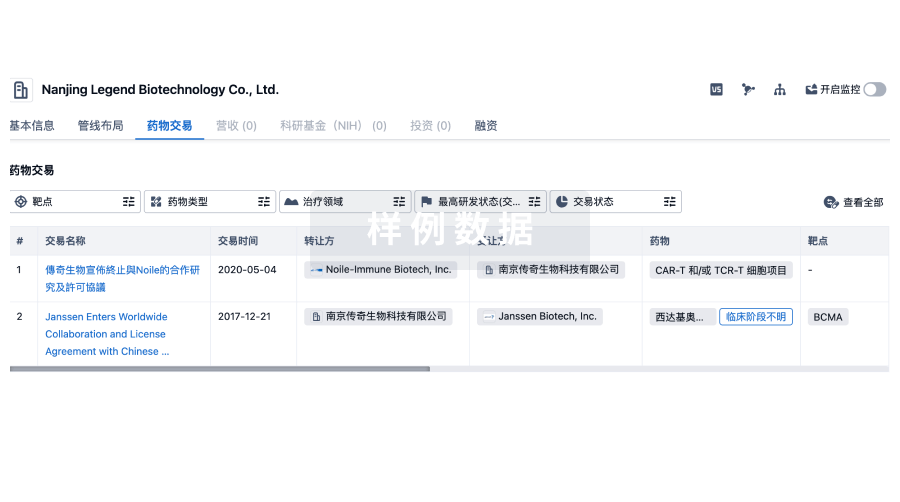
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
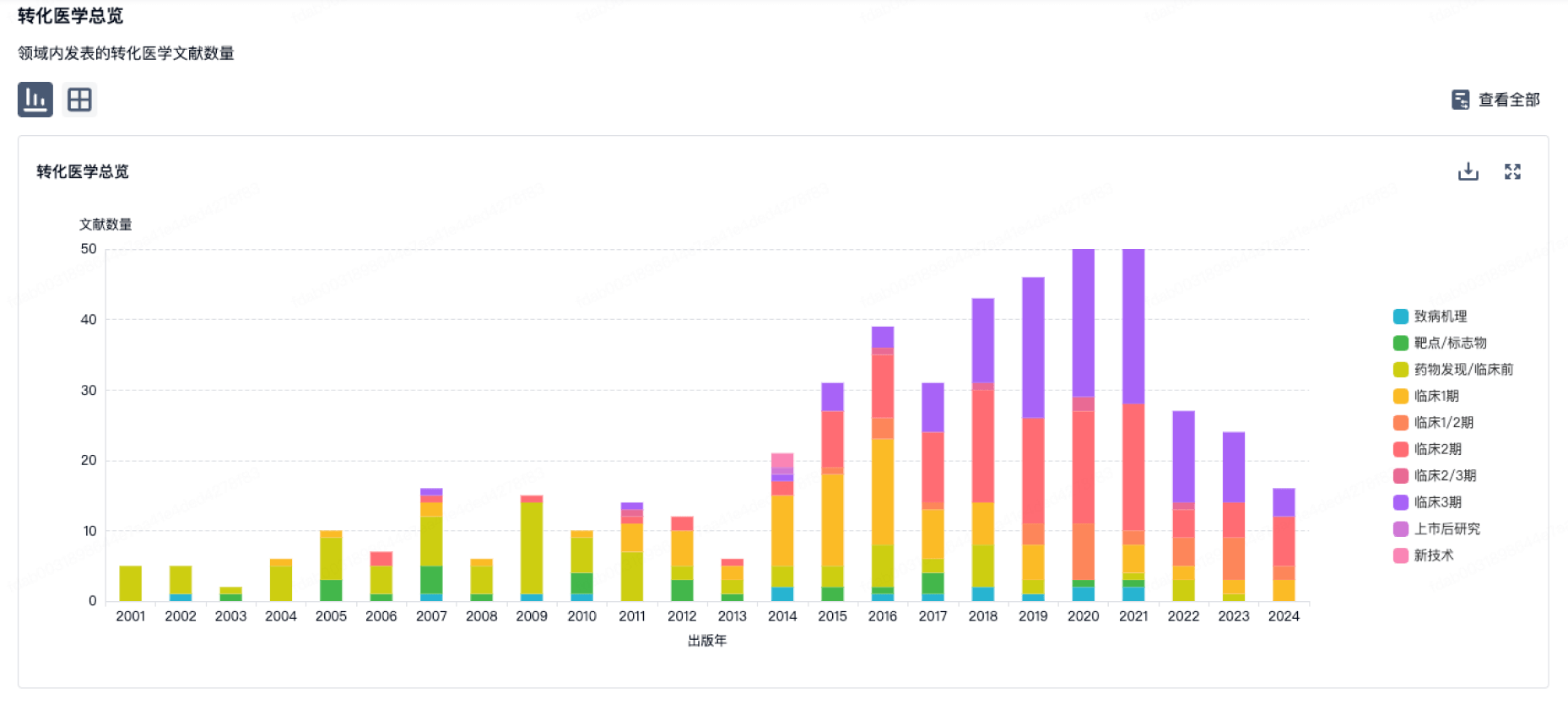
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
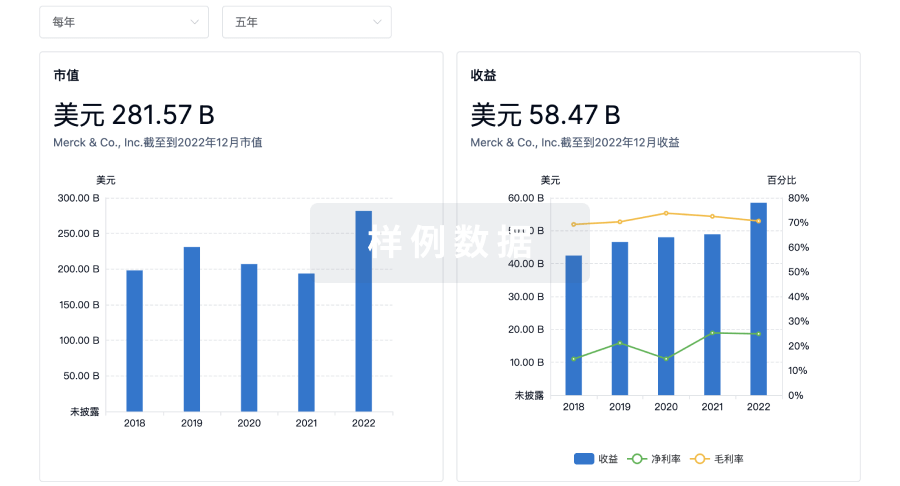
营收
使用 Synapse 探索超过 36 万个组织的财务状况。
登录
或
科研基金(NIH)
访问超过 200 万项资助和基金信息,以提升您的研究之旅。
登录
或

投资
深入了解从初创企业到成熟企业的最新公司投资动态。
登录
或
融资
发掘融资趋势以验证和推进您的投资机会。
登录
或
生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用