3
项与 司美格鲁肽(诺泰澳赛诺) 相关的临床试验评价司美格鲁肽注射液治疗肥胖症的有效性及安全性的随机、开放、阳性药平行对照、多中心、Ⅲ期临床试验
主要目的:以司美格鲁肽注射液(Wegovy®)为对照,评价司美格鲁肽注射液治疗肥胖症的有效性。 次要目的:以司美格鲁肽注射液(Wegovy®)为对照,评价司美格鲁肽注射液治疗肥胖症的安全性。
以司美格鲁肽注射液(Wegovy®)为对照,评价司美格鲁肽注射液的免疫原性
一项评价司美格鲁肽注射液与诺和泰®(Ozempic ®)注射液治疗2型糖尿病的有效性和安全性的多中心、随机、开放、平行分组的Ⅲ期临床试验
主要目的
以诺和泰®为对照,评价司美格鲁肽注射液治疗2型糖尿病的有效性。
次要目的
① 以诺和泰®为对照,评价司美格鲁肽注射液治疗2型糖尿病的安全性。
② 评价司美格鲁肽注射液在2型糖尿病患者中多次给药后的药代动力学(PK)特征。
③ 评价司美格鲁肽注射液在2型糖尿病患者中多次给药后的免疫原性。
司美格鲁肽注射液与诺和泰®在中国健康受试者中单中心、开放、随机、单剂量、平行设计的药代动力学比对试验
主要目的:评价在健康成年受试者中单次给药受试制剂司美格鲁肽注射液与参比制剂司美格鲁肽注射液(诺和泰®)药代动力学(PK)特征的相似性。
次要目的:评价受试制剂司美格鲁肽注射液与参比制剂司美格鲁肽注射液(诺和泰®)在健康受试者中的安全性。
100 项与 司美格鲁肽(诺泰澳赛诺) 相关的临床结果
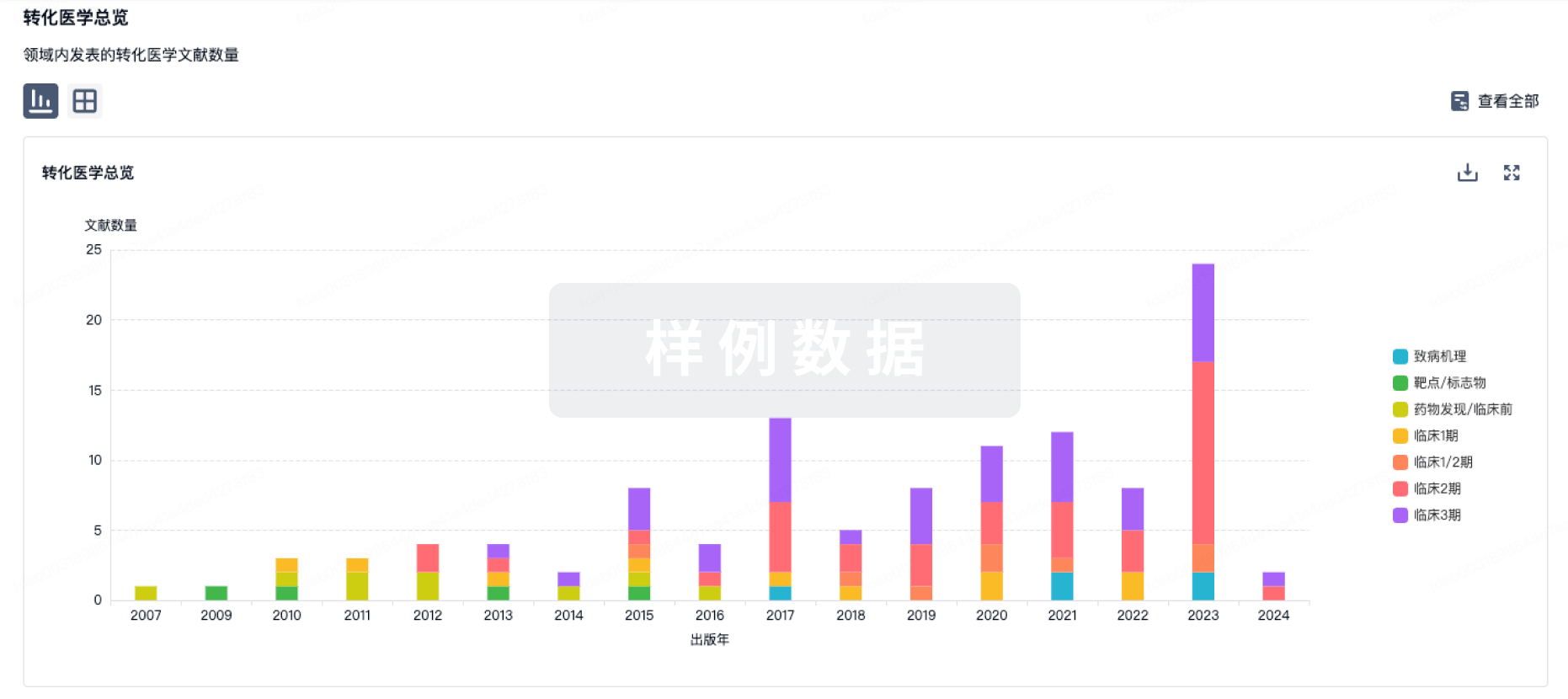
100 项与 司美格鲁肽(诺泰澳赛诺) 相关的转化医学
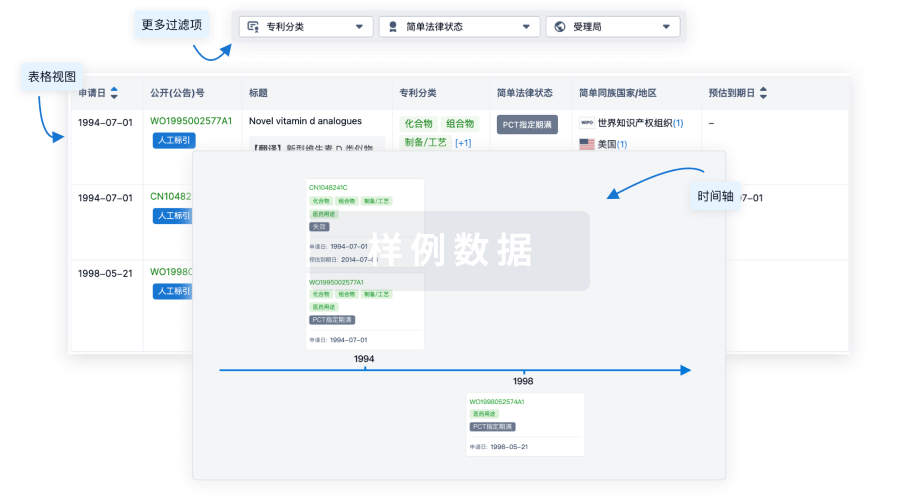
100 项与 司美格鲁肽(诺泰澳赛诺) 相关的专利(医药)
692
项与 司美格鲁肽(诺泰澳赛诺) 相关的新闻(医药)这几年,在风湿免疫科、皮肤科、消化科,一个名字正在快速被越来越多人关注——乌帕替尼(Upadacitinib)。
从类风湿关节炎,到特应性皮炎,再到溃疡性结肠炎、克罗恩病,它的适应症几乎覆盖了多个主流自身免疫疾病领域。很多业内人士甚至认为,乌帕替尼代表着“小分子精准免疫治疗”时代的重要方向之一。
过去很长一段时间,自身免疫疾病的治疗方式主要依赖:
激素
传统免疫抑制剂
生物制剂
虽然这些治疗手段帮助了大量患者,但也存在起效慢、长期副作用明显、依从性差等问题。
而乌帕替尼的出现,则意味着医学界正在从“广泛压制免疫”,逐渐走向“精准调控炎症通路”。
乌帕替尼的背景与意义
乌帕替尼属于JAK(Janus kinase)抑制剂中的一种,更准确地说是“JAK1选择性抑制剂”。
它最大的特点是:
小分子
口服给药
可直接进入细胞内发挥作用
与传统注射型生物制剂不同,它不需要输液或皮下注射。
要理解乌帕替尼的重要性,就不得不提到JAK - STAT信号通路。
那为什么JAK - STAT信号通路如此重要?
现代免疫学研究发现,很多炎症性疾病的核心都和“免疫信号传递异常”有关。
人体中的很多炎症因子,例如:
IL-6
IL-4
IL-13
IFN-γ
GM-CSF
这些炎症因子并不是直接发挥作用,而是需要依赖JAK-STAT信号通路完成信息传递。
JAK-STAT通路是目前已知最关键的细胞因子信号系统之一,在炎症、自身免疫以及免疫调节中发挥核心作用。所以当这些炎症信号持续被异常激活时,就可能引发类风湿关节炎、银屑病、特应性皮炎、炎症性肠病等疾病。
乌帕替尼的作用机制
为什么乌帕替尼强调“JAK1选择性”?
JAK家族主要包括:
JAK1
JAK2
JAK3
TYK2
其中:
JAK1:与炎症信号密切相关
JAK2:与造血功能相关
JAK3:参与淋巴细胞功能
早期JAK抑制剂存在“抑制范围太广”的问题,很多药物在抑制JAK1的同时,也会明显影响JAK2,进而增加贫血、中性粒细胞下降等风险。
因此,新一代JAK抑制剂研发方向开始强调:“提高JAK1选择性”,乌帕替尼正是在这一背景下诞生。
乌帕替尼的JAK1选择性,到底有多高?
《BMC Rheumatology》发表的一项研究指出,乌帕替尼对JAK1的选择性约为JAK2的74倍;对JAK1的选择性约为JAK3的58倍,这也是它被称为“新一代JAK1抑制剂”的核心原因之一。
更高的JAK1偏向性,理论上有助于在维持抗炎效果的同时,减少部分血液系统副作用。
乌帕替尼JAK1选择性的体外和体内表征
相关研究指出,研发团队通过分析JAK1与JAK2 ATP结合位点之间的细微差异,最终实现了更偏向JAK1的结构设计。
乌帕替尼的结构设计,到底先进在哪?
从药物结构来看,乌帕替尼属于ATP竞争性小分子抑制剂。
它通过占据JAK1激酶结构域中的ATP结合位点,阻断细胞内炎症信号传递。
其化学信息包括:
分子式:C17H19F3N6O
分子量:380.38
乌帕替尼结构图
这与传统生物制剂有明显不同,传统生物制剂本质上是大分子抗体,只能作用于细胞外部的炎症因子,因此通常需要注射。而乌帕替尼属于小分子药物,可以通过口服进入体内,并直接作用于细胞内信号通路,这也是很多业内专家认为小分子JAK抑制剂可能会成为未来免疫治疗重要方向的原因。
乌帕替尼在类风湿关节炎领域的表现
乌帕替尼真正进入全球视野是从类风湿关节炎领域开始的。2019年,美国FDA首次批准乌帕替尼用于中重度类风湿关节炎治疗,适用于对甲氨蝶呤疗效不足或不耐受的患者。
随后,它的适应症迅速扩展至银屑病关节炎、强直性脊柱炎等多个领域。在风湿免疫领域,乌帕替尼最重要的研究之一是SELECT系列III期临床试验,其中SELECT - COMPARE研究曾引起广泛关注。
该研究纳入1600余例RA患者。
结果显示:在多个关键指标中,乌帕替尼表现出较强疗效。
例如:在第12周ACR50应答率:
乌帕替尼组:45%
安慰剂组:18%
研究结果显示,在部分关键指标上,乌帕替尼不仅显著优于安慰剂,甚至在ACR50缓解率、疼痛改善等方面表现出不逊于阿达木单抗(Humira)的数据。
这使得乌帕替尼在类风湿关节炎治疗领域迅速受到关注,为类风湿关节炎患者提供了一种新的有效的治疗方案,也为该领域的治疗带来了新的突破和发展。
乌帕替尼在特应性皮炎领域的成效
过去,中重度特应性皮炎患者长期面临反复瘙痒、夜间失眠、皮肤屏障受损等问题。很多患者长期依赖激素治疗,但病情依旧反复。
而在Measure Up研究中,乌帕替尼显示出较快的止痒速度和较明显的皮损改善效果。一些患者在数天内就出现瘙痒减轻,这也是它迅速在皮肤科“爆火”的重要原因。
Phase 3 临床数据(Measure Up 1 & 2)显示:
在两项 III 期随机对照试验(Measure Up 1 & 2)中,接受 Upadacitinib 每日 15 mg 或 30 mg 的 AD 患者,均显著优于安慰剂,且多数患者在第1周内痒感明显下降(WP‑NRS 降 ≥4 分)。
到第 16 周,15 mg 组约 41.9–52.2% 患者,30 mg 组约 59.6–60.0% 患者实现 WP‑NRS ≥4 提升,相较安慰剂(约 10%)差异显著(P < 0.001)。
一项 Head‑to‑Head 研究(Level‑Up)中:
Upadacitinib 30 mg 在第16周实现同时达成 EASI‑90 + WP‑NRS 0/1 的比例为 19.9%,显著高于 Dupilumab(8.9%)(P < 0.0001)。
整体观察结果表明,Upadacitinib 在 清除皮损与止痒双重目标上优于 Dupilumab,并且起效更快。
Upadacitinib 在中重度特应性皮炎中的止痒效果明确、起效迅速,既能实现瘙痒评分下降≥4分,又能高比例达到 EASI‑75/EASI‑90 皮肤清除标准,效果较安慰剂与 Dupilumab 优越。
特应性皮炎患者往往因为疾病的困扰而生活质量受到严重影响,乌帕替尼的出现为他们带来了新的希望。它能够快速缓解症状,改善皮损,提高患者的生活质量。这也是乌帕替尼迅速在皮肤科“爆火”的重要原因,让更多的皮肤科医生和患者开始关注和使用这种药物。
从全球趋势来看,乌帕替尼的意义,可能不仅仅在于“又多了一款新药”。
它真正代表的,是现代医学对于免疫疾病治疗理念的改变——从过去单纯压制免疫,逐渐走向精准调节炎症网络。
未来,自身免疫疾病治疗很可能会越来越强调:
小分子化
精准化
口服化
个体化
而乌帕替尼,正是这一趋势中的代表药物之一。
对于很多长期被慢性炎症疾病困扰的人来说,现代医学正在不断提供新的可能,但与此同时,理解药物、理解风险,也同样重要。
当然,任何药物都不可能完美。真正科学的治疗,从来都不是盲目追逐“新药”,而是基于疾病特点、风险评估以及长期管理后的理性选择。
全球首个口服GLP-1!司美格鲁肽片凭什么让糖尿病治疗进入“无针时代”
为什么很多人已经在控制饮食、甚至已经用药,尿酸却依然难以达标?
【购药流程指南】品致港药通跨境商城用户下单全流程购药指引
END
声明:
本文内容仅用于健康知识分享与科普参考,不构成任何医疗诊断、治疗或用药建议。文中所涉及的观点、建议均基于公开资料整理,具体情况请以专业医生或相关机构的指导意见为准。
如本文内容涉及版权、图片来源或其他权益问题,请相关权利人及时与我们联系,我们将在第一时间核实并予以更正或删除。
参考资料:
1.FDA:RINVOQ(Upadacitinib)官方说明书
2.FDA Drug Approval:Upadacitinib批准信息
3.BMC Rheumatology:In vitro and in vivo characterization of the JAK1 selectivity of upadacitinib (ABT-494)
4.PubMed Central:Upadacitinib: Mechanism of action, clinical and translational science
5.Nature Reviews Immunology:The JAK-STAT pathway at twenty
6.NEJM:Trial of Upadacitinib or Adalimumab versus Placebo in Rheumatoid Arthritis
7.NEJM:Upadacitinib in Atopic Dermatitis
8.The Lancet:Upadacitinib as induction and maintenance therapy for ulcerative colitis
9.国家药品监督管理局(NMPA)
这不是一个简单的概念炒作,而是一场由政策、技术、资本和市场四重力量同时推上快车道的产业跃迁。
从政策层面看,GLP-1赛道最近的引爆点,是2026年7月新版《国家基本药物目录》首次将司美格鲁肽注射液纳入其中。这标志着GLP-1类药物正式从过去的“自费高端专科药”下沉为基层必须配备的常规用药。
这一变化的核心逻辑是临床价值优先——基药目录不再只是低价仿制药的天下,而是根据能否解决公共卫生问题来遴选。根据卫健委的规划,到2030年我国2型糖尿病患者基层规范管理服务率需达到70%以上。
司美格鲁肽成为首个同时被WHO基药、中国基药和医保目录覆盖的GLP-1周制剂,填补了基层代谢综合管理能力的空白。对药企而言,这意味着“医保报销+基药配备”的双轮驱动成形,产品能触达此前传统降糖药无法覆盖的1.4亿糖尿病患者和3亿以上超重人群。
医保支付端也在同步扩容,截至2026年5月,纳入医保的GLP-1产品已覆盖1225万人次,仅前5个月医保基金直接支出26.4亿元。
从技术层面看,国产口服GLP-1管线正在用数据说话,直接打破了“国产创新药只能做me-too”的刻板印象。2026年3月,硕迪生物公布Aleniglipron的II期临床顶线数据,44周经安慰剂校正后减重幅度最高达16.3%,创下当前全球口服GLP-1公开数据的最优水平。
闻泰药业的VCT220和恒瑞医药的HRS-7535在52周减重数据上与礼来已提交上市申请的Orforglipron(72周减重12.4%)持平。这意味着国产管线在更短的试验周期内实现了与海外竞品相当甚至领先的疗效。
更关键的是安全性维度——2023年辉瑞先后两款口服GLP-1因肝毒性终止开发,而目前公开的国产管线数据中,均未报告有临床意义的肝功能相关严重不良事件。
这恰恰是国产药企抓住的差异化窗口,也是铭丰资本合伙人王镇所说的“国产口服小分子GLP-1有实力和礼来同台竞争”的核心依据。
从资本层面看,大额BD交易正在把技术优势转化为真实的商业定价。2026年1月,石药创新与阿斯利康达成的总潜在金额185亿美元合作,涵盖了GLP-1/GIP双靶点激动剂和多个临床前口服长效管线,首付款12亿美元。
这是中国生物医药BD交易的新纪录,但更值得关注的是交易结构的变化——跨国药企开始批量采购中国创新药管线,信达生物与辉瑞的105亿美元交易、恒瑞与BMS的152亿美元合作,都呈现出“多管线打包”的特征。2026年仅一季度,中国创新药海外授权总规模已接近600亿美元。
这种资本层面的认可,直接传导到了二级市场——2026年6月18日至7月6日,A股减肥药细分板块指数累计上涨13.35%,圣诺生物受GLP-1原料药销量高增驱动,不到一个月区间最大涨幅超50%。
圣诺生物控股股东增持公司股份计划主要内容表
从市场层面看,一个被低估的驱动力是口服剂型开辟的不是存量替代,而是增量市场。西南证券医药团队的观点很明确:口服GLP-1降低注射门槛,能将大量排斥打针的超重人群首次纳入用药范围。
高盛2026年6月的最新预测直接支撑了这一判断——2030年全球减肥药市场将达1140亿美元,其中口服GLP-1贡献460亿美元,占比40%。高盛上调预测的核心原因是口服剂型在新处方中的占比已达40%-50%,且超过80%的新增处方来自从未用过GLP-1的患者。
在中国市场,南京证券的测算更具体:口服司美格鲁肽的单位患者原料药需求是注射剂的10倍以上,仅口服多肽GLP-1对应的CDMO订单规模峰值就可达8-10亿美元。
把四个维度叠在一起看,国产口服GLP-1赛道的爆火不是偶然。政策端打开了基层市场的准入天花板,技术端用临床数据证明了全球竞争力,资本端通过BD交易将技术价值兑现为商业回报,市场端则用口服剂型的增量逻辑撑起了千亿级想象空间。
四重推力叠加之下,这已经不是一轮概念炒作,而是中国创新药首次在一个全球重磅赛道上同时握住了临床领先性、支付可及性和产业话语权。
2026年7月9日,国家卫健委、国家中医药局、国家疾控局联合发布《国家基本药物目录(2026年版)》,将在9月1日全国落地实施。
这是2018版发布后时隔八年的全面修订,目录总药品由685种扩容至794种,净增109种。
本次新增药品116种,化学药与生物制品68种、中成药48种,仅调出2款临床价值衰退老旧化药,无中成药调出,整体呈现大规模增补、小幅清退、中西药均衡优化的调整特征。
一、整体调整总览:两大板块差异化更新
新版目录共收录化药生物制品476种、中成药318种,西药聚焦慢病、肿瘤、儿科、创新生物药补齐高端治疗缺口,中药完善优势病种、经典名方、民族药供给,双向扩容适配当前居民疾病谱。
化学药品与生物制品:68种新增,2种淘汰
调出品种为安乃近注射液、复方氨基比林片,二者不良反应风险高、临床使用持续萎缩;
68种新增品种划分为代谢慢病、心脑血管抗凝、呼吸疾病、消化肝胆抗病毒、肿瘤靶向生物药、自身免疫生物制剂、儿童专用制剂、国产创新&罕见病药八大品类,合计68种,含16款创新药(4款国产Ⅰ类新药),实现高端专科药物下沉基层。
中成药:48种全品类增补,零调出
落实中西医并重,无中成药调出,新增品种分为心脑血管、呼吸咳喘、儿科、妇科、肾病风湿骨伤、肿瘤辅助、民族药、通用经典中药八大类,合计48种,优先纳入循证证据充分的经典制剂、院内转化名方,扩充藏、蒙、维民族药,强化基层中医药诊疗能力。
二、化学药&生物制品68种新增品类与具体药品
(一)代谢性慢病降糖降脂药(5种)
具体药品:
·司美格鲁肽注射液
·德谷胰岛素注射液
·门冬胰岛素注射液
·恩格列净片
·二甲双胍格列美脲复方片
更新目的?
国内糖尿病、肥胖、心肾并发症人群激增,基层长期缺少长效、兼具心肾保护获益的降糖药,GLP-1类药物此前仅三甲专科配备。
为什么加入这些药品?
·司美格鲁肽:国内首个纳入基药的周制剂GLP-1,降糖、减重、心血管保护三重获益,一周一次注射,大幅提升长期用药依从性;
·德谷胰岛素、门冬胰岛素:完善长效基础胰岛素+速效餐时胰岛素组合,适配1型糖尿病、脆性血糖波动患者;
·恩格列净:SGLT2抑制剂,可改善心衰、肾病远期预后,适合合并并发症的糖尿病人群;
·二甲双胍格列美脲复方片:固定复方制剂,简化基层联合降糖给药方案。
政策意义在哪里?
搭建完整基层糖尿病规范化用药包,打破高端慢病创新药基层不可及壁垒,配合集采、医保倾斜报销降低长期用药负担。
(二)心脑血管、降压抗凝新药(4种)
具体药品:
·沙库巴曲缬沙坦钠片
·利伐沙班片
·替格瑞洛片
·氨氯地平贝那普利片
为什么加入这些药品?
·沙库巴曲缬沙坦:心衰一线治疗药物,弥补基层缺少新型心衰治疗药的空白;
·利伐沙班、替格瑞洛:新型口服抗凝、抗血小板药物,覆盖房颤、脑梗、冠心病术后血栓预防;
·氨氯地平贝那普利复方制剂:适配老年单纯/合并型高血压,简化联合给药流程。
(三)慢阻肺、呼吸疾病专用制剂(7种)
具体药品:
·格隆溴铵福莫特罗吸入剂
·布地格福吸入气雾剂
·氟替美维吸入粉雾剂
·噻托溴铵奥达特罗吸入喷雾剂
·孟鲁司特钠4mg儿童咀嚼片
·乙酰半胱氨酸雾化吸入液
·阿奇霉素干混悬剂
覆盖成人慢阻肺三联吸入制剂、儿童哮喘、社区呼吸道感染,全部为雾化、吸入、咀嚼片等基层易操作剂型,搭建成人+儿童完整呼吸疾病用药体系。
(四)消化、肝胆、抗病毒用药(8种)
具体药品:
·伏诺拉生片
·瑞伐拉赞片
·聚乙二醇4000(儿童散)
·利福昔明片
·索磷布韦维帕他韦片
·格卡瑞韦哌仑他韦片
·注射用谷胱甘肽
·双歧杆菌三联活菌肠溶胶囊(儿童型)
长效抑酸药解决反流性食管炎长期控制难题;儿童通便、益生菌补齐儿科消化用药短板;两款全口服丙肝抗病毒药纳入,基层可独立完成丙肝全疗程治愈治疗。
(五)肿瘤靶向、免疫生物药(12种)
具体药品:
·奥希替尼片
·阿美替尼片
·埃克替尼片
·奥拉帕利片
·替莫唑胺胶囊
·注射用硼替佐米
·贝伐珠单抗注射液
·信迪利单抗注射液
·卡瑞利珠单抗注射液
·阿帕替尼片
·曲妥珠单抗注射液
·伊尼妥单抗注射液
2018版基药肿瘤板块仅传统化疗药,无精准靶向、免疫治疗药物,晚期肿瘤患者需长期往返三甲医院购药维持治疗。
为什么加入这些药品?
·肺癌靶向:三代EGFR-TKI奥希替尼、国产创新药阿美替尼,覆盖一二代靶向药耐药晚期非小细胞肺癌;
·妇科肿瘤:奥拉帕利PARP抑制剂,用于卵巢癌维持治疗,延长无进展生存期;
·免疫治疗:国产PD-1信迪利、卡瑞利珠单抗,覆盖肺癌、肝癌、食管癌等高发癌种;
·生物类似药:曲妥珠、伊尼妥单抗用于HER2阳性乳腺癌,集采后大幅降低靶向治疗费用。
(六)自身免疫性疾病生物制剂(3种)
具体药品:
·阿达木单抗注射液
·托法替布片
·泰它西普注射液
覆盖类风湿关节炎、强直性脊柱炎、系统性红斑狼疮,填补基层无高端免疫调节药物空白,风湿慢病患者可在社区长期规范治疗。
(七)儿童专用化学适配制剂(31种,含5款纯儿童专属剂型)
核心代表药品:
·泮托拉唑口服混悬剂
·低剂量肾上腺素注射液
·氢化可的松颗粒剂
·小儿雾化吸入系列
·儿童益生菌散
·聚乙二醇儿童通便散
·4mg孟鲁司特咀嚼片
·阿奇霉素儿童干混悬剂
全目录具备明确儿童用法用量品种增至317种,颗粒、混悬、咀嚼等儿童适配规格达905个,解决以往成人药片拆分、剂量估算偏差的临床痛点,基层妇幼门诊可独立处置儿童哮喘、抽动症、消化紊乱、新生儿轻症。
(八)国产Ⅰ类创新药、罕见病生物制剂(8种,含4款国产Ⅰ类新药)
具体药品:
·艾美赛珠单抗注射液(血友病)
·奥马珠单抗注射液(重度过敏性哮喘)
·4款国产小分子抗肿瘤Ⅰ类新药
·重组人凝血因子Ⅷ
完善罕见病基础对症治疗供给,政策倾斜国产自研生物药,强化国内生物医药自主供给能力。
(九)调出2款老旧化药
调出品种:
·安乃近注射液
·复方氨基比林片
两类药物严重过敏、粒细胞减少风险高发,临床应用持续萎缩,逐步退出公立医疗机构常规使用。
三、中成药48种新增细分品类与完整药品解析
(一)心脑血管心系用药(5种)
药品名单:
·参松养心胶囊
·芪苈强心胶囊
·灯盏生脉胶囊
·蛭蛇通络胶囊
·脉络舒通丸
适配冠心病心律失常、慢性心衰、脑梗恢复期、下肢静脉血栓,与西药降压、抗凝药形成中西医协同慢病管理方案。
(二)肺系呼吸咳喘用药(4种)
药品名单:
·连花清咳片
·宣肺败毒颗粒
·苏黄止咳胶囊
·补肺活血胶囊
针对感染后久咳、过敏性咳嗽、慢阻肺肺气虚证,填补基层慢性呼吸道疾病中医药长期调理空白。
(三)儿科专用中成药(3种)
药品名单:
·小儿豉翘清热颗粒(浓缩型)
·醒脾养儿颗粒
·小儿青翘颗粒
分别用于儿童风热感冒、脾虚积食、咽喉肿痛,多中心临床循证证据充分,适合基层儿科常规使用。
(四)妇科调经调理用药(4种)
药品名单:
·坤泰胶囊
·定坤丹
·桂枝茯苓胶囊
·妇科千金胶囊
覆盖更年期综合征、原发性痛经、妇科盆腔炎症、卵巢良性包块,满足女性全周期健康调理需求。
(五)肾病、风湿、骨伤类(7种)
药品名单:
·黄葵胶囊
·肾炎康复片
·仙灵骨葆胶囊
·金乌骨通胶囊
·痹祺胶囊
·盘龙七片
·独活寄生合剂
针对慢性肾小球肾炎、骨质疏松、类风湿关节炎、中老年腰腿劳损,适配骨关节、肾病长期养护。
(六)肿瘤中医药辅助治疗(3种)
药品名单:
·复方斑蝥胶囊
·华蟾素片
·通关藤片
用于肿瘤放化疗减毒增效,改善恶心呕吐、骨髓抑制等不良反应,适配居家、基层康复阶段辅助治疗。
(七)民族特色药(6种)
药品名单:
·藏药七十味珍珠丸
·二十五味珊瑚丸
·蒙药扎冲十三味丸
·维药复方西红花口服液
·寒喘祖帕颗粒
·养心达瓦依米西克蜜膏
适配多民族地区基层诊疗,完善民族医药基本用药保障体系。
(八)通用经典中成药(16种)
药品名单:
·牛黄清心丸
·清喉利咽颗粒
·金水宝片
·产后逐瘀胶囊
·强力定眩片
·金嗓开音丸
·通心络胶囊
·稳心颗粒
·玉屏风颗粒
·参苓白术丸
·麻仁润肠丸
·麝香保心丸
·尪痹片
·六味地黄丸(浓缩型)
·逍遥丸
·百令胶囊
覆盖眩晕、咽喉疾病、产后恢复、体虚补益、心脑血管轻症等通用常见场景。
四、目录品类调整背后的政策导向
疾病谱全覆盖:从急性兜底转向全周期慢病管理
2018版目录以急症、基础常见病为主;本次68种化药增量超70%投向糖尿病、心衰、慢阻肺、肿瘤、自身免疫等慢性重大疾病,覆盖预防、急性期治疗、长期康复全流程,匹配国内老龄化、慢病高发的公共卫生国情。
打通分级诊疗用药断层,实现各级医疗机构用药统一
基药制度要求全部公立医疗机构全面配备本次新增药品,GLP-1周制剂、三代肺癌靶向药、儿童专用剂型全部纳入基层储备清单,患者在社区、乡镇卫生院即可获取三甲医院主流治疗药物,减少跨级就医时间与经济成本,落地“小病在基层、大病到医院、康复回社区”的分级诊疗目标。
基药、医保、集采三大制度协同联动,持续惠民
本次116种新增药品全部同步纳入国家医保目录,基药品种医保报销比例享受政策倾斜;同时分批纳入国家、省级药品集采,依靠“强制配备+高比例报销+集采降价”三重机制,显著压缩创新药、生物制剂长期用药支出。
扶持国产创新,引导医药产业高质量
转型国产Ⅰ类小分子新药、本土靶向单抗、循证完善自研中成药是本次增补核心。基药制度拓宽创新药临床使用场景,倒逼药企削减低端仿制药同质化竞争,持续加大自主创新研发投入,提升国内医药产业链自主可控水平。
2026版国家基本药物目录新增116个药品,并非简单的数量扩容,而是基于国民疾病结构、医疗资源分配、医药产业发展的结构性重塑。
化学药划分八大细分品类,精准补齐慢病精准治疗、肿瘤靶向、儿童专用、罕见病创新药物短板,每一类新增药品均对应基层长期未被满足的临床刚需;中成药48个新增品种严格遵循中西医并重方针,分层覆盖心脑血管、呼吸、妇科、儿科、肿瘤、民族药等中医优势赛道。
随着9月新版目录全国落地,基本药物制度将完整实现“保基本、强基层、促创新、惠民生”核心目标,推动国内医疗卫生服务从“有药可用”迈向“平价好药、就近用药、规范用药”,为分级诊疗、全民慢病防控、中医药高质量发展筑牢基础用药保障体系。
紧跟时讯
关注建木生物科技视频号
联系我们
100 项与 司美格鲁肽(诺泰澳赛诺) 相关的药物交易