预约演示
更新于:2026-07-15
Liraglutide (H)
利拉鲁肽(H)
更新于:2026-07-15
概要
基本信息
原研机构 |
在研机构 |
非在研机构- |
最高研发阶段批准上市 |
首次获批日期 美国 (2024-12-23), |
最高研发阶段(中国)批准上市 |
特殊审评- |
登录后查看时间轴
关联
3
项与 利拉鲁肽(H) 相关的临床试验IRCT20240119060733N1
The clinical and chemical effects of Liraglutide in obese children with Autism disorder
CTR20191158
利拉鲁肽注射液在2型糖尿病患者中随机、平行、对照、开放、多次给药的PK/PD研究
CTR20181815
利拉鲁肽注射液随机、 开放2序列、2周期、交叉单剂量人体生物等效性试验
100 项与 利拉鲁肽(H) 相关的临床结果
登录后查看更多信息
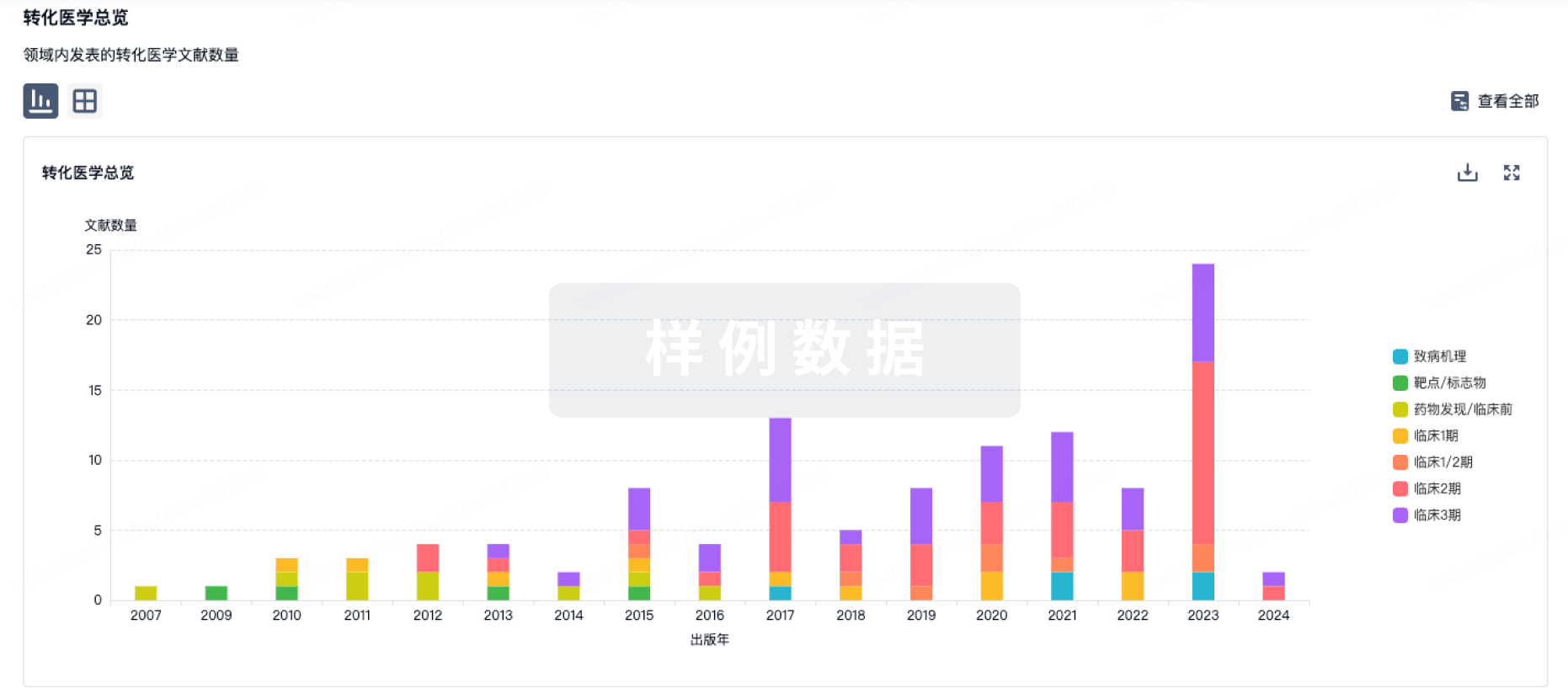
100 项与 利拉鲁肽(H) 相关的转化医学
登录后查看更多信息
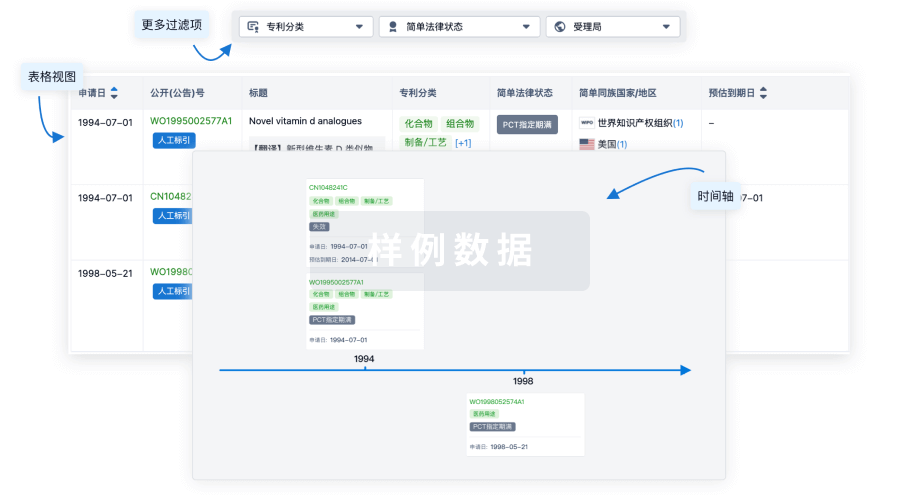
100 项与 利拉鲁肽(H) 相关的专利(医药)
登录后查看更多信息
783
项与 利拉鲁肽(H) 相关的文献(医药)2026-12-01MOLECULAR BIOLOGY REPORTS
Mechanisms and therapeutic strategies of ferroptosis in Diabetic-Associated Cognitive Dysfunction: focus on the crosstalk with apoptosis, autophagy, and pyroptosis
Review
作者: Jiang, Yayi ; Zhou, Jianlong ; Yue, Rensong ; Shi, Wenxiang
Diabetes-associated cognitive dysfunction (DACD), a serious central nervous system complication of diabetes mellitus, poses a heavy global burden due to its intricate pathogenesis and lack of effective therapies. Mounting evidence identifies programmed cell death (PCD) as a pivotal driver of DACD progression. This review systematically elaborates on the molecular mechanisms of various PCD modalities (including apoptosis, autophagy, pyroptosis, and ferroptosis) in DACD, with a particular focus on the role of ferroptosis as a core pathogenic mechanism. Hyperglycemia disrupts cerebral iron homeostasis, induces mitochondrial dysfunction and oxidative stress, leading to inhibition of glutathione peroxidase 4 (GPX4) activity and accumulation of lipid peroxides. This cascade ultimately triggers ferroptosis in neurons, glial cells, and the blood-brain barrier, resulting in impaired synaptic plasticity and cognitive decline. Furthermore, the review delineates the complex interactive regulatory network between ferroptosis and other PCD forms (e.g., autophagy, pyroptosis), which can converge into the coordinated cell death program of PANoptosis. Intervention strategies targeting ferroptosis, such as iron chelators (deferoxamine), antioxidants (N-acetylcysteine), GPX4 activators, natural products (resveratrol, curcumin), repurposed traditional medicines (liraglutide, metformin), and non-pharmaceutical interventions (exercise, electroacupuncture), have demonstrated significant potential in improving cognitive function in preclinical models. This review aims to provide novel insights into the pathophysiology of DACD and establish a theoretical foundation for developing precise therapeutic strategies centered on targeting ferroptosis.
2026-07-01DIABETES OBESITY & METABOLISM
Clinical Characteristics of Users of Weight Loss Drugs: Population‐Based Case–Control Study
Article
作者: Kjerpeseth, Lars J. ; Bakken, Inger Johanne ; Furu, Kari ; Sveen, Kari Anne ; Ruiz, Paz Lopez‐Doriga ; Meyer, Haakon E. ; Gulseth, Hanne L. ; Karlstad, Øystein ; Nøkleby, Kjersti
ABSTRACT:
Objectives:
To investigate the clinical characteristics of weight loss drugs (WLDs) users in Norway.
Design:
Nested population‐based case–control study.
Setting:
Nationwide healthcare registries with data on dispensed medications and healthcare diagnoses.
Participants:
Individuals aged 18–74 years initiating WLDs during 2023–2024, categorised by drugs: semaglutide (only Wegovy), liraglutide (only Saxenda), tirzepatide, bupropion‐naltrexone or orlistat. Each WLD user was matched with five age‐ and sex‐matched population controls.
Main Outcome Measures:
Comorbidities diagnosed in the 2 years preceding initiation of WLD use and comedications dispensed in the preceding year, analysed using conditional logistic regression.
Results:
150 036 individuals initiated semaglutide, 4603 liraglutide, 3596 tirzepatide, 31 172 bupropion–naltrexone and 1411 orlistat. Among WLD users, 71%–78% were registered with at least one comorbidity, compared with 49%–51% in controls. Nineteen percent to 24% of WLD users had four or more comorbidities. Hypertension was observed among 32%–38% of WLD users versus 17%–20% of controls; hyperlipidaemias: 20%–24% versus 12%–15%; sleep apnoea: 7%–11% versus 2%–3%; back pain: 15%–20% versus 10%–11%; opioids: 24%–30% versus 13%–15%; antidepressants: 20%–24% versus 10%–11%. Having only a basic level of education (≤ 10 years) was more common among WLD users than among controls (20%–28% vs. 17%), except for tirzepatide users, where the education level distribution was as for controls.
Conclusions:
WLD use is rapidly increasing, with users often having complex comorbidities. Understanding these patterns helps ensure that medications are used as intended. Like other countries with universal health systems, Norway must address the high cost of obesity treatments and mitigate health disparities to ensure access for those most likely to benefit.
2026-07-01DIABETES RESEARCH AND CLINICAL PRACTICE
GLP-1 receptor agonists and surgical care: implications for bariatric Procedures, perioperative Outcomes, and nutritional optimization
Review
作者: Soliman, Ashraf T ; Kardousha, Ahmed ; ElAwwa, Ahmed ; Elawa, Zeyad ; Khalil, Ahmed
BACKGROUND:
Glucagon-like peptide-1 receptor agonists (GLP-1RAs) are increasingly used for obesity and type 2 diabetes and are now frequently encountered in patients undergoing bariatric and other elective surgeries. Their effects on gastric motility, appetite, and nutrient intake have important implications for perioperative safety, surgical outcomes, and nutritional care.
OBJECTIVES:
To summarize current evidence on the effects of GLP-1RAs on perioperative management, bariatric surgery outcomes, and nutritional optimization in surgical patients.
METHODS:
A narrative review of PubMed- and Scopus-indexed randomized trials, observational studies, systematic reviews, and clinical guidelines was conducted. Evidence was synthesized across perioperative risk, preoperative optimization, post-bariatric outcomes, and nutritional implications.
RESULTS:
GLP-1RA use was associated with delayed gastric emptying and increased residual gastric contents in some patients, especially during dose escalation or in those with gastrointestinal symptoms. However, clinically significant aspiration events were uncommon, supporting individualized perioperative management rather than routine discontinuation. Preoperatively, GLP-1RAs promoted short-term weight loss and metabolic improvement in bariatric candidates, potentially improving operative conditions and reducing risk. Postoperatively, the strongest evidence from randomized controlled trials showed that liraglutide and semaglutide achieved additional weight loss and improved glycemic control in patients with weight regain, insufficient weight loss, or persistent diabetes after bariatric surgery, potentially lowering the need for revisional procedures. Nutritionally, appetite suppression may worsen inadequate protein intake and micronutrient deficiencies, increasing risks of sarcopenia, anemia, and bone disease without structured monitoring and supplementation. However, direct trial evidence for supplementation strategies in this specific population is lacking.
CONCLUSIONS:
GLP-1RAs offer important metabolic and weight-related benefits across the surgical continuum, particularly around bariatric surgery, but require individualized perioperative planning and proactive nutritional surveillance. They should be viewed as adjuncts to, not replacements for, bariatric surgery.
636
项与 利拉鲁肽(H) 相关的新闻(医药)2026-07-14
·今日头条
100 项与 利拉鲁肽(H) 相关的药物交易
登录后查看更多信息
研发状态
10 条最早获批的记录, 后查看更多信息
登录
| 适应症 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|
| 2型糖尿病 | 美国 | 2024-12-23 |
登录后查看更多信息
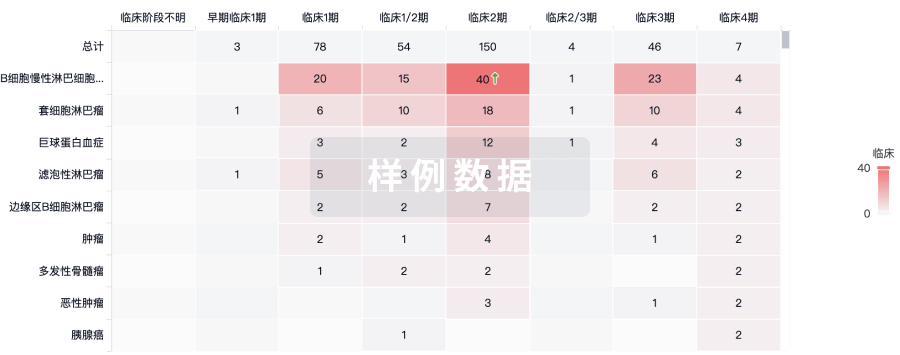
临床结果
临床结果
适应症
分期
评价
查看全部结果
登录后查看更多信息
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
药物交易
使用我们的药物交易数据加速您的研究。
登录
或

核心专利
使用我们的核心专利数据促进您的研究。
登录
或
临床分析
紧跟全球注册中心的最新临床试验。
登录
或
批准
利用最新的监管批准信息加速您的研究。
登录
或

生物类似药
生物类似药在不同国家/地区的竞争态势。请注意临床1/2期并入临床2期,临床2/3期并入临床3期
登录
或

特殊审评
只需点击几下即可了解关键药物信息。
登录
或

芽仔
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用