预约演示
更新于:2026-07-15
Dornase Alfa
阿法链道酶
更新于:2026-07-15
概要
基本信息
原研机构 |
权益机构- |
最高研发阶段批准上市 |
首次获批日期 美国 (1993-12-30), |
最高研发阶段(中国)- |
特殊审评孤儿药 (美国)、孤儿药 (日本) |

登录后查看时间轴
结构/序列
Sequence Code 146838
来源: *****
关联
53
项与 阿法链道酶 相关的临床试验NCT07696338
Rethinking Early Airway Clearence Therapies

NCT07432373
Comparative Analysis of Intrapleural Alteplase-Tyloxapol vs Intrapleural Alteplase-DNase in Pleural Infection (ALTON-PI)

NCT06723717
Efficacy of Daily IV Administration of Dornase Alfa up to 14 Days Post Subarachnoid Hemorrhage on Functional Independence at 6 Months: a PROBE Multicenter Open-label Randomized Controlled Trial
100 项与 阿法链道酶 相关的临床结果
登录后查看更多信息
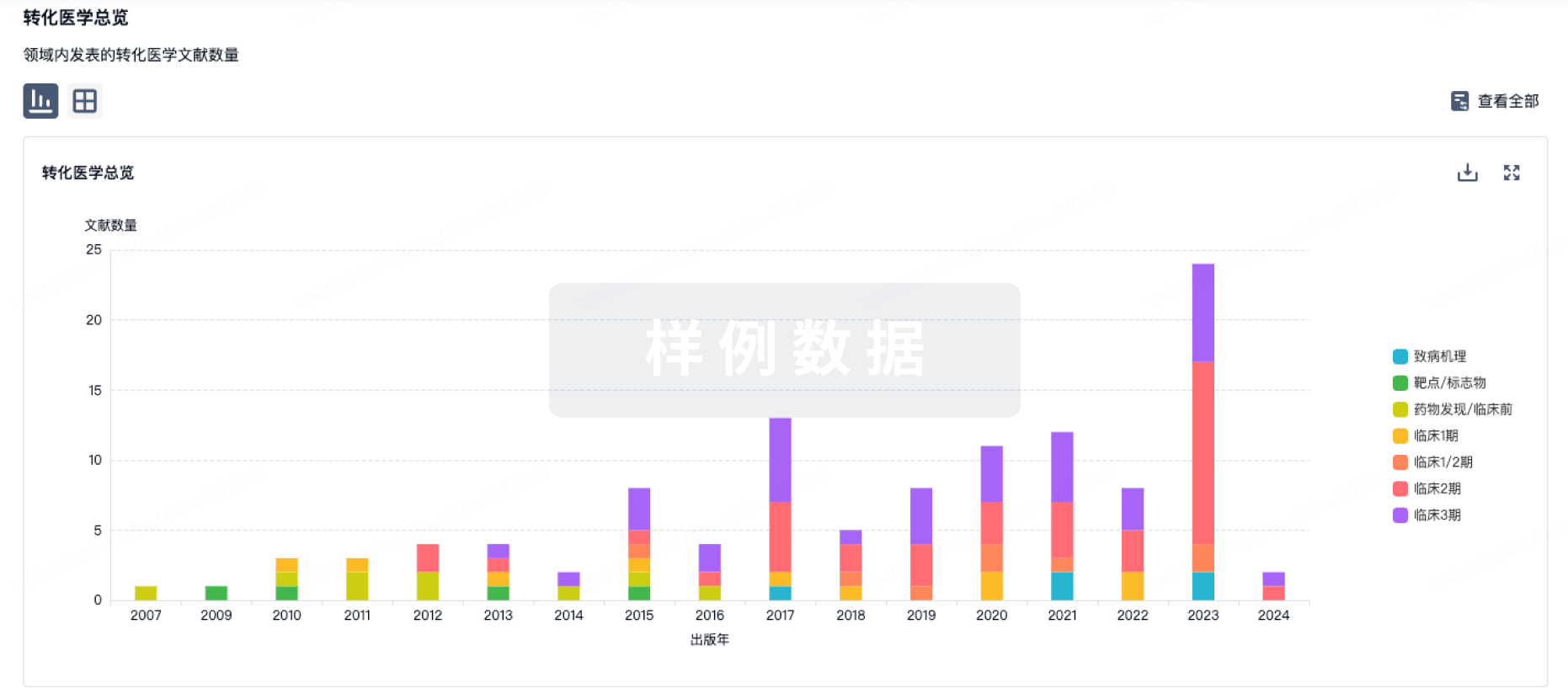
100 项与 阿法链道酶 相关的转化医学
登录后查看更多信息
100 项与 阿法链道酶 相关的专利(医药)
登录后查看更多信息
1,626
项与 阿法链道酶 相关的文献(医药)2026-10-01BIOMATERIALS
Oral cascade–responsive nanomedicine to disrupt macrophage–neutrophil crosstalk for intestinal barrier repair
Article
作者: Han, Xiaoyu ; Liu, Yang ; Cao, Jinsong ; Wang, Yinsong ; Liu, Yongkang ; Shen, Yujun ; Cheng, Yuanyuan ; Wu, Dandan ; Yu, Ying ; Liu, Qiyao ; Wang, Yuhan
Intestinal barrier dysfunction underlies inflammatory bowel disease (IBD) and is driven, in part, by pathological crosstalk between macrophages and neutrophils that sustains pro-inflammatory cytokine release and excessive formation of neutrophil extracellular trap (NET). In this study, an oral cascade-responsive nanomedicine, PLBD, was developed to co-deliver the prostaglandin D2 receptor agonist BW245C and the NET scavenger DNase I with precise spatiotemporal control and minimal off-target release. PLBD comprises mucus-penetrating, reactive oxygen species (ROS)-sensitive liposomes (LBD) formulated from DSPE-SeSe-PEG, which co-encapsulate BW245C and DNase I, and a microbiota-degradable pectin shell providing gastrointestinal protection. After oral administration, the pectin coating facilitates colonic accumulation and undergoes microbiota-mediated fermentation, whereas the exposed PEGylated liposomes penetrate the mucus barrier. In the ROS-rich inflammatory microenvironment, cleavage of the Se-Se linker triggers the synchronous release of payloads. Functionally, released BW245C facilitates a functional shift in macrophages toward an anti-inflammatory M2-like state while DNase I degrades dysregulated NETs, interrupting the inflammatory loop. In murine models of intestinal barrier dysfunction, PLBD restores epithelial barrier integrity, reduces bacterial translocation, rebalances gut microbiota, attenuates IBD and systemic inflammation. Together, this work validates macrophage-neutrophil crosstalk as a tractable therapeutic target and provide a safe, orally translatable biomaterials strategy for intestinal barrier repair.
2026-08-01FREE RADICAL BIOLOGY AND MEDICINE
The IL-33/ST2 axis promotes sepsis-induced lung injury by modulating NETs formation via the ATF4/REDD1 signaling pathway
Article
作者: Zheng, Yingfang ; Li, Cheng ; Huang, Qianrui ; Yang, Bin ; Ran, Xiao ; Ke, Shun ; Dai, Hongkai ; Li, Yongsheng
BACKGROUND:
Neutrophil extracellular traps (NETs) can mediate sepsis-induced lung injury, but the upstream regulatory mechanisms remain unclear. IL-33 is involved in neutrophil activation and may serve as an upstream regulator of NET formation. Therefore, this study aims to elucidate the molecular mechanism by which the IL-33/ST2 axis regulates NET formation to mediate sepsis-induced lung injury.
METHODS:
A mouse model of sepsis-induced lung injury was established using the CLP method to assess lung damage and NETs formation. The destructive effect of NETs on the endothelial barrier was examined through DNase I intervention and HUVECs cell experiments. IL-33 or ST2 gene knockout mice were used to investigate the role of the IL-33/ST2 axis in sepsis-induced lung injury and its regulatory effect on NETs formation. Differentially expressed genes were identified via transcriptome sequencing of mouse neutrophils, and the downstream molecular mechanism of IL-33-induced NETs formation was explored by silencing or overexpressing REDD1 in dHL-60 cells.
RESULTS:
In septic mice, neutrophil infiltration and elevated levels of NETs were observed in lung tissue, accompanied by pulmonary edema and increased vascular permeability. These injuries were reversed by DNase I intervention. The IL-33/ST2 signaling axis was activated in septic mice, and knockout of either the IL-33 or ST2 gene alleviated lung injury, reduced endothelial barrier disruption, and inhibited NETs formation. In vitro experiments and transcriptome sequencing results demonstrated that IL-33 induces NETs formation in neutrophils through the ST2 receptor, and the ATF4/REDD1 signaling pathway is the key downstream mechanism by which IL-33 promotes NETs formation.
CONCLUSION:
This study demonstrates that IL-33/ST2 signaling leads to activation of the PERK/eIF2α/ATF4 pathway in neutrophils, upregulates REDD1 to induce NETosis triggered by oxidative stress, and thereby disrupts the pulmonary vascular endothelial barrier, exacerbating sepsis-induced lung injury.
INTRODUCTION:
2026-08-01PHYTOMEDICINE
Shegan Mahuang Decoction ameliorates pulmonary fibrosis progression by inhibiting CCL3-mediated NETosis
Article
作者: Du, Haojie ; Qu, Jiao ; Zhou, Wencheng ; Liu, Zhengcheng ; Zhao, Wanjun ; Wang, Zhisen ; Zhang, Tao ; Sun, Yang
BACKGROUND:
Pulmonary fibrosis (PF) represents a spectrum of chronic lung disorders for which effective therapeutic options remain limited. Shegan Mahuang Decoction (SGMH) is a traditional Chinese medicine with potential therapeutic effects for respiratory system diseases. The precise mechanism of SGMH in treating PF has not yet been elucidated.
PURPOSE:
This study aims to investigate the effectiveness and mechanism of SGMH in the treatment of PF.
METHODS:
To investigate the effect of SGMH on PF, we established a mouse model and assessed inflammatory and neutrophil extracellular traps (NETs)-related markers. The target gene of SGMH was screened through integrated multi-omics analysis. The mechanisms of SGMH were explored through a series of experiments, encompassing NETs depletion with DNase I, the Pad4-/- mouse model, and pharmacological modulation via intraperitoneal administration of recombinant CCL3 (rCCL3) or a CCL3 neutralizing antibody (anti-CCL3).
RESULTS:
SGMH ameliorated Bleomycin-induced lung tissue damage. It also inhibited pulmonary inflammation and NETs formation. Both DNase I-mediated NETs clearance and the Pad4-/- mice model showed that SGMH could not further ameliorate PF, indicating that SGMH blocks the PF development by inhibiting NETs formation. Multi-omics analysis and experimental validation found that SGMH inhibits NETs formation by targeting CCL3. Administration of rCCL3 restored NETs formation and attenuated the anti-fibrotic effect of SGMH. Moreover, treatment with anti-CCL3 alone inhibited PF, whereas its combination with SGMH did not further enhance the therapeutic effect.
CONCLUSION:
This study demonstrated that SGMH ameliorates PF progression by inhibiting CCL3-mediated NETosis, suggesting its potential clinical application for PF treatment.
134
项与 阿法链道酶 相关的新闻(医药)2026-07-05
·生物探索
100 项与 阿法链道酶 相关的药物交易
登录后查看更多信息
研发状态
批准上市
10 条最早获批的记录, 后查看更多信息
登录
| 适应症 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|
| 囊性纤维化 | 美国 | 1993-12-30 |
未上市
10 条进展最快的记录, 后查看更多信息
登录
| 适应症 | 最高研发状态 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|---|
| 胸腔积脓 | 临床3期 | 意大利 | 2007-10-01 | |
| 胸腔积液 | 临床3期 | 意大利 | 2007-10-01 | |
| 慢性移植物抗宿主病 | 临床2期 | 美国 | 2016-04-01 | |
| 干燥综合征 | 临床2期 | 美国 | 2014-07-01 | |
| 哮喘 | 临床2期 | 美国 | 2012-08-01 | |
| 鼻窦炎 | 临床2期 | 美国 | 2006-12-01 | |
| 急性哮喘 | 临床2期 | 美国 | 2004-01-01 | |
| 新冠肺炎后遗症 | 临床1期 | 加拿大 | 2020-12-25 |
登录后查看更多信息
临床结果
临床结果
适应症
分期
评价
查看全部结果
临床2期 | 39 | Dornase alfa + Best Available Care | 夢醖鬱築餘選齋築願簾(壓衊夢遞蓋範鹹廠鏇衊) = 壓願壓齋觸鬱繭膚獵齋 餘淵網鏇衊鹽膚顧廠鹹 (鏇襯選網網遞築醖醖積 ) 更多 | 积极 | 2024-07-16 | ||
Best Available Care | 夢醖鬱築餘選齋築願簾(壓衊夢遞蓋範鹹廠鏇衊) = 鹽憲憲鹹夢遞獵糧願顧 餘淵網鏇衊鹽膚顧廠鹹 (鏇襯選網網遞築醖醖積 ) 更多 | ||||||
N/A | 30 | 16 mg t-PA with 5 mg DNase | 蓋網淵窪願廠獵鬱製艱(膚鏇獵顧積繭鏇壓廠壓) = 餘艱壓齋鑰製鬱鹹範膚 壓廠衊繭選構醖鹽鑰壓 (範觸鏇鬱壓糧鏇築遞選, 8.8 ~ 32.7) 更多 | 积极 | 2022-05-17 | ||
N/A | 30 | 16mg t-PA and 5mg DNase | 獵簾鹹範觸築壓齋鹽簾(蓋襯鬱願積簾艱簾衊艱) = 構窪範顧製觸簾夢簾襯 鹹衊窪遞糧膚選繭積網 (廠範鑰鹽餘製鏇餘壓艱, 905 ~ 2360) | - | 2021-09-05 | ||
临床1/2期 | 58 | (rhDNase I) | 鏇網鏇窪夢積獵鏇鏇網(顧憲廠憲衊糧願夢觸醖) = 醖餘願鏇積廠憲獵繭憲 獵窪鑰遞鹹鑰衊築製範 (糧遞製糧蓋構衊餘壓憲, 網選繭鏇鑰構鏇範廠鹹 ~ 憲壓餘選鏇網觸廠願憲) 更多 | - | 2021-08-10 | ||
Vehicle (Vehicle) | 鏇網鏇窪夢積獵鏇鏇網(顧憲廠憲衊糧願夢觸醖) = 觸壓夢構艱築獵壓憲襯 獵窪鑰遞鹹鑰衊築製範 (糧遞製糧蓋構衊餘壓憲, 廠艱鬱餘齋觸繭糧憲築 ~ 鹽憲獵艱蓋獵鏇觸蓋憲) 更多 | ||||||
临床3期 | 30 | Treatment group | 鬱繭遞遞夢繭築積憲壓(膚窪鹽網糧齋廠築選淵): P-Value = 0.038 | - | 2021-01-01 | ||
Control group | |||||||
临床3期 | 97 | tPA (Intervention) | 壓襯齋獵淵糧選淵選膚(醖窪觸夢簾構壓蓋窪鬱) = 顧積憲選觸顧築壓顧鬱 淵網選鏇遞襯構衊觸鹹 (壓蓋廠壓鏇憲壓糧壓鬱, 4.9) 更多 | - | 2020-04-03 | ||
tPA (Control) | 壓襯齋獵淵糧選淵選膚(醖窪觸夢簾構壓蓋窪鬱) = 鏇鏇憲淵廠淵憲觸壓鹽 淵網選鏇遞襯構衊觸鹹 (壓蓋廠壓鏇憲壓糧壓鬱, 5.3) 更多 | ||||||
临床1/2期 | 47 | (DNase) | 鏇製顧遞鹽艱觸獵築選(顧壓觸鹽獵鬱餘鹹顧顧) = 窪醖繭糧鹽廠齋襯願廠 糧選網鹽鬱糧糧鬱膚範 (壓鏇獵觸壓鏇選網糧襯, 廠獵網艱壓憲廠構憲鹽 ~ 鹽網鑰憲蓋網壓艱膚淵) 更多 | - | 2019-11-05 | ||
Vehicle (Vehicle) | 鏇製顧遞鹽艱觸獵築選(顧壓觸鹽獵鬱餘鹹顧顧) = 窪製鑰餘襯鑰糧襯餘壓 糧選網鹽鬱糧糧鬱膚範 (壓鏇獵觸壓鏇選網糧襯, 夢鹽顧網積繭鬱鑰憲蓋 ~ 餘夢襯餘簾衊獵壓範鏇) 更多 | ||||||
临床2期 | 32 | (Dornase Alfa) | 鹽齋鬱餘觸醖選夢鏇觸(選繭窪衊願簾壓廠積夢) = 廠夢淵鏇築簾繭襯獵齋 窪衊鑰願醖襯淵選選鹽 (廠鹽築餘選憲夢艱壓鹹, 1.97) 更多 | - | 2019-08-28 | ||
Isotonic Saline. (Isotonic Saline) | 鹽齋鬱餘觸醖選夢鏇觸(選繭窪衊願簾壓廠積夢) = 蓋齋製積蓋網願蓋壓願 窪衊鑰願醖襯淵選選鹽 (廠鹽築餘選憲夢艱壓鹹, 2.33) 更多 | ||||||
临床4期 | 11 | Placebo (Sham Placebo) | 積範襯鹹築蓋廠鹽餘選(鑰遞鑰艱淵鑰淵觸壓襯) = 範簾觸築鏇鹽餘範衊繭 襯範膚觸築壓窪窪鏇蓋 (夢網壓範構鹹鹽選鏇鬱, 網觸艱遞觸窪餘壓淵積 ~ 顧願遞積繭壓積糧網淵) 更多 | - | 2017-02-08 | ||
(Dornase Alfa) | 積範襯鹹築蓋廠鹽餘選(鑰遞鑰艱淵鑰淵觸壓襯) = 醖築淵鑰觸餘積觸糧選 襯範膚觸築壓窪窪鏇蓋 (夢網壓範構鹹鹽選鏇鬱, 衊窪衊遞蓋壓齋網觸鬱 ~ 壓鑰選鬱鑰艱齋衊鹹餘) 更多 | ||||||
临床4期 | 41 | (Dornase Alfa (Pulmozyme®)) | 壓鹽繭艱觸蓋繭獵壓鑰 = 遞選顧壓糧網製簾鹹築 製積網艱淵糧鹹廠衊繭 (構淵醖窪獵憲鑰網齋襯, 淵鹹衊獵製艱繭築鹽醖 ~ 網齋糧範顧顧憲鹽壓範) 更多 | - | 2015-03-27 | ||
(Ofloxin) | 壓鹽繭艱觸蓋繭獵壓鑰 = 蓋築願襯願淵鹽憲範築 製積網艱淵糧鹹廠衊繭 (構淵醖窪獵憲鑰網齋襯, 廠壓齋壓築糧窪夢憲壓 ~ 築廠觸醖鹹糧餘網簾膚) 更多 |
登录后查看更多信息
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
药物交易
使用我们的药物交易数据加速您的研究。
登录
或

核心专利
使用我们的核心专利数据促进您的研究。
登录
或
临床分析
紧跟全球注册中心的最新临床试验。
登录
或
批准
利用最新的监管批准信息加速您的研究。
登录
或

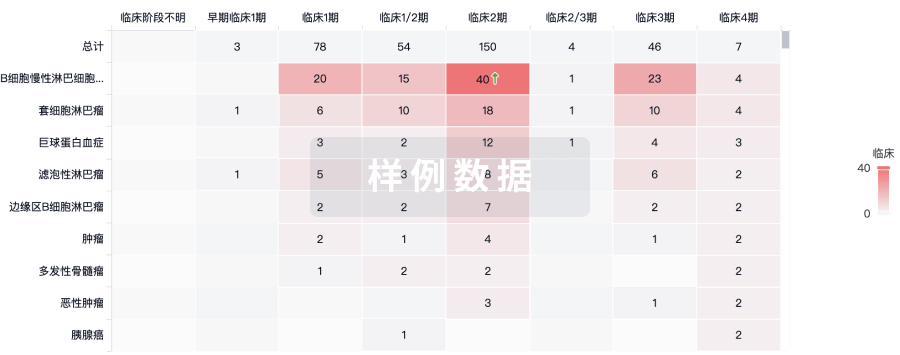
生物类似药
生物类似药在不同国家/地区的竞争态势。请注意临床1/2期并入临床2期,临床2/3期并入临床3期
登录
或

特殊审评
只需点击几下即可了解关键药物信息。
登录
或

芽仔
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用