预约演示
更新于:2026-05-07
Simvastatin
辛伐他汀
更新于:2026-05-07
概要
基本信息
简介辛伐他汀是一种小分子实体,作为 HMG-CoA 还原酶抑制剂起作用,它负责肝组织中胆固醇的合成。 它被归类为 HMG-CoA 还原酶抑制剂或他汀类药物,可治疗由胆固醇水平升高引起的各种疾病。 辛伐他汀的有效适应症包括杂合子家族性高胆固醇血症、V 型高脂蛋白血症、中风、高脂血症和 II 型高脂蛋白血症。 Merck Sharp & Dohme Corp. 最初合成了辛伐他汀,并于 1988 年首次获准用于临床。尽管它被普遍使用,但辛伐他汀可能会引起一系列副作用,例如肌痛和肝毒性,患者应寻求咨询 在开始摄入之前从他们的医生那里获得。 |
药物类型 小分子化药 |
别名 Simvastatin (JP17/USP/INN)、Simvastatin for Suspension、Simvastatin Unlubricated Granulation + [44] |
靶点 |
作用方式 抑制剂 |
作用机制 HMG-CoA reductase抑制剂(羟甲基戊二酰辅酶A合酶抑制剂) |
权益机构- |
最高研发阶段批准上市 |
首次获批日期 澳大利亚 (1991-09-12), |
最高研发阶段(中国)批准上市 |
特殊审评- |

登录后查看时间轴
结构/序列
分子式C25H38O5 |
InChIKeyRYMZZMVNJRMUDD-HGQWONQESA-N |
CAS号79902-63-9 |
关联
692
项与 辛伐他汀 相关的临床试验NCT07213557
Randomized Phase 2 Study of Simvastatin in Patients With ARID1A Mutated Advanced Gastrooesophageal Carcinoma Treated With Nivolumab and Oxaliplatin- Based Chemotherapy as First-line Treatment (The ARES Trial)
The investigators hypothesize that simvastatin (SIM) may improve the efficacy of first- line Nivolumab and Oxaliplatin-based chemotherapy, extending progression-free survival (PFS) as compared with Nivolumab and chemotherapy alone in patients with HER2 negative and ARID1A mutated advanced gastrooesophageal carcinoma (aGEC).
Correlative mechanistic studies on tissue and blood samples, could help understanding the evolutionary dynamics of tumors in response to therapy thus optimizing the treatment approach and adding new insight into the antitumor mechanism of the combination approach.
Correlative mechanistic studies on tissue and blood samples, could help understanding the evolutionary dynamics of tumors in response to therapy thus optimizing the treatment approach and adding new insight into the antitumor mechanism of the combination approach.
开始日期2026-03-13 |
申办/合作机构 |

NCT07378293
Effects of Selected Statins on Blood Glucose Levels in Healthy Volunteers: A Randomized Phase I Clinical Trial
This Phase I randomized clinical trial aims to investigate the short-term effects of three commonly prescribed statins (atorvastatin, rosuvastatin, and simvastatin) at different dose levels on blood glucose homeostasis in healthy volunteers. The study will assess changes in fasting blood glucose, insulin, and C-peptide levels following two days of statin administration under controlled conditions. The research seeks to provide comparative data on the potential diabetogenic effects of these medications.
开始日期2026-03-01 |
申办/合作机构 |

NCT07392541
A Single-Arm, Multicenter, Exploratory Clinical Study of Adebrelimab in Combination With Gemcitabine, Cisplatin, and Simvastatin for the Treatment of Patients With Locally Advanced or Metastatic Biliary Tract Malignancies
This study will investigate the safety and effectiveness of a new combination treatment for patients with advanced bile duct cancer. The treatment combines standard chemotherapy drugs (gemcitabine and cisplatin) with two additional medications: adebrelimab and simvastatin.
All participants in this study will receive the same four-drug combination. Researchers will closely monitor patients to see how well the tumors shrink, how long the treatment keeps the cancer from growing, and what side effects occur. The study is exploratory, meaning it aims to gather initial data on whether this four-drug combination is a promising approach for treating advanced biliary tract cancer.
All participants in this study will receive the same four-drug combination. Researchers will closely monitor patients to see how well the tumors shrink, how long the treatment keeps the cancer from growing, and what side effects occur. The study is exploratory, meaning it aims to gather initial data on whether this four-drug combination is a promising approach for treating advanced biliary tract cancer.
开始日期2026-01-30 |
申办/合作机构 |
100 项与 辛伐他汀 相关的临床结果
登录后查看更多信息
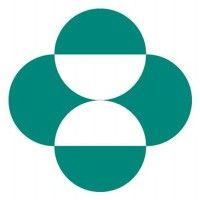
100 项与 辛伐他汀 相关的转化医学
登录后查看更多信息
100 项与 辛伐他汀 相关的专利(医药)
登录后查看更多信息
11,709
项与 辛伐他汀 相关的文献(医药)2026-05-01·THERIOGENOLOGY
Simvastatin and EPO in feline ovarian grafting: Distinct effects on cell and follicle survival
Article
作者: Lucci, Carolina Madeira ; Gonçalves, Liudimila P ; da Costa, Marcella Motta ; Silva, Ana Bárbara R ; Léon-Félix, Cecibel M ; Vilela, Janice M V
This study aimed to examine the effects of simvastatin and erythropoietin on follicular survival and revascularization after subcutaneous autotransplantation of cryopreserved ovarian tissue in domestic cats as a model for endangered felids. Twelve healthy domestic cats were randomly divided into three groups: Control, Simvastatin (SIM), and Erythropoietin (EPO). The SIM group received a single oral dose of 5 mg/kg 4 h prior to ovariohysterectomy, while the EPO group received subcutaneous injections of 500 IU/Kg for 7 consecutive days prior to grafting. Frozen/thawed ovarian fragments were grafted into the upper neck of the queens and removed after 7, 14, 21, 28, 49 and 63 days. There was no significant difference in the vascularization area among the groups on any post-transplant day. Treatment with SIM and EPO resulted in generally smaller areas of inflammation in the tissue. The SIM group presented six Ki67-positive, morphologically normal growing follicles on days 49 and 63, significantly more than the Control group (2 found only on D7) and the EPO group (1 found on D14). The EPO group showed a significantly larger number of follicle-like structures, which were composed mainly of proliferative granulosa cells with no oocyte. In conclusion, these results suggest that EPO selectively supports somatic cell survival and SIM may promote the long-term viability and growth of residual follicles. Future efforts should focus on optimizing the dose, route, timing of administration, and combination therapies to effectively harness these beneficial effects to improve ovarian tissue cryopreservation and transplantation outcomes in felids.
2026-05-01·CLINICAL NUTRITION
Muscle atrophy associated with glucagon-like Peptide-1 receptor agonists: A population-based observational study
Article
作者: Kwan, Angela T H ; Lakhani, Moiz ; McIntyre, Roger S
Background and AimEmerging evidence suggests that weight loss associated with glucagon-like peptide-1 receptor agonists (GLP-1 RAs) may be in part attributable to changes in lean mass, which has potential clinical implications. This study evaluates the disproportionate reporting of muscle atrophy in association with GLP-1 RA therapy using real-world global data.. MethodsWe analyzed reports of muscle atrophy submitted to the FDA Adverse Event Reporting System (FAERS) database from October 2003 to March 2024 using the validated pharmacovigilance tool OpenVigil 2.1. Disproportionality was assessed using reporting odds ratios (RORs) with 95 % confidence intervals (CIs), the standard metric for pharmacovigilance signal detection worldwide. To contextualize associations, disproportionality estimates were calculated using niacin, simvastatin, and the complete FAERS database (all other drugs) as comparators. ResultsA total of 142 cases of muscle atrophy were identified with GLP-1 RA therapy, the majority occurring in adults aged 18-64 years (43 % female, 57 % male). Disproportionality analysis showed pharmacovigilance signals for semaglutide (ROR = 2.39, 95 % CI = 1.63-3.52) and tirzepatide (ROR = 1.69, 95 % CI = 1.14-2.50), indicating increased reporting of muscle atrophy relative to all other drugs in FAERS. In contrast, exenatide (ROR = 0.26, 95 % CI = 0.12-0.55) and liraglutide (ROR = 0.27, 95 % CI = 0.09-0.83) were associated with significantly lower reporting odds. All significant signals satisfied thresholds of p < 0.05 and IC025 > 0.. ConclusionsCertain GLP-1 receptor agonists demonstrate a pharmacovigilance signal of disproportionate reporting of muscle atrophy. These findings should be interpreted as signal detection rather than evidence of causality and highlight the need for future studies incorporating objective measures of muscle mass and function..
2026-05-01·JOURNAL OF ETHNOPHARMACOLOGY
Paeonol alleviates atherosclerosis by inhibiting CD8+ T-cell activation via targeting the SYK/NFATc1 signaling pathway in ApoE−/− mice
Article
作者: Liu, Yarong ; Shi, Xiaoyan ; Wu, Hongfei ; Dong, Lishun ; Yang, Yulong ; Zhang, Ting ; Dai, Min
ETHNOPHARMACOLOGICAL RELEVANCE:
Moutan Cortex, a traditional Chinese medicine, has been used to treat cardiovascular diseases. Paeonol (Pae), a key bioactive compound, is responsible for its anti-atherosclerotic effects. Although CD8+ T-cell activation drives atherosclerosis, Pae's role in this process remains unclear.
AIM OF THE STUDY:
We investigated whether Pae inhibits atherosclerosis by targeting the spleen tyrosine kinase (SYK)/nuclear factor of activated T-cells c1 (NFATc1) pathway, thereby reducing CD8+ T-cell activation and attenuating vascular endothelial cell injury.
MATERIALS AND METHODS:
High-fat diet-fed apolipoprotein E-deficient (ApoE-/-) mice received Pae or simvastatin for 4 weeks. Atherosclerotic plaque formation was assessed by hematoxylin-eosin staining, and CD8+ T-cell activation, SYK/NFATc1 signaling, and cytotoxic mediators were analyzed by immunofluorescence, Western blot, and enzyme-linked immunosorbent assay. Pae-SYK interaction was studied by co-immunoprecipitation, cellular thermal shift assay, and molecular dynamics. Mechanisms were validated in vitro using primary CD8+ T-cells and human umbilical vein endothelial cells.
RESULTS:
Pae attenuated plaque formation and T-cell activation in ApoE-/- mice. SYK, upregulated in atherosclerotic aortas, was directly targeted by Pae. Pae inhibited SYK phosphorylation; blocked NFATc1 nuclear translocation; and downregulated perforin, granzyme B, tumor necrosis factor-α, and interferon-γ in activated CD8+ T-cells. SYK overexpression abolished these effects. Pae also reduced vascular endothelial cell injury induced by CD8+ T-cell-conditioned medium.
CONCLUSION:
SYK in CD8+ T-cells represents a potential therapeutic target for atherosclerosis. Pae inhibits atherosclerosis by blocking the SYK/NFATc1 pathway to reduce cytotoxic mediator release and prevent vascular endothelial cell injury.
446
项与 辛伐他汀 相关的新闻(医药)2026-05-07
Q1 2026 Vafseo® (vadadustat) net product revenues grew to
$15.8 million
; Q1 2026 total net product revenues of
$52.0 million
Number of patients treated with Vafseo increased 60% in Q1 2026 compared to Q4 2025
Akebia hosted virtual R&D Day highlighting robust kidney disease pipeline, outlining clinical trial plans and timing of expected data catalysts
Patient enrollment continues to progress in praliciguat Phase 2 clinical trial in focal segmental glomerulosclerosis (FSGS)
Akebia to host conference call on May 7, 2026, at 8:00 a.m. EST
CAMBRIDGE, Mass., May 07, 2026
(GLOBE NEWSWIRE)
--
Akebia Therapeutics®, Inc.
(Nasdaq: AKBA), a biopharmaceutical company with the purpose to better the lives of people impacted by kidney disease, today reported financial results for the first quarter ended March 31, 2026 and shared recent business highlights related to the commercial launch of Vafseo® (vadadustat), now in its second year, as well as its advancing pipeline.
“The number of patients on Vafseo increased through the start of the year, and we are further encouraged by trends suggesting continued growth as we leverage improved patient access and adherence as dialysis organizations implement observed dosing protocols,” said John P. Butler, Chief Executive Officer of Akebia. “Increasing the breadth and depth of Vafseo prescribing, complemented by our efforts to generate data that will potentially demonstrate its additional clinical benefits, is critical to achieving our goal to make Vafseo standard of care for patients on dialysis. Separately, I’m pleased with the progress made to advance our clinical pipeline of kidney disease programs, now with two clinical programs enrolling, including a Phase 2 clinical trial of praliciguat in FSGS. We remain on track with plans to initiate a Phase 2 open-label rare kidney disease basket study in the second half of 2026, evaluating AKB-097 in IgA nephropathy, lupus nephritis and C3 glomerulopathy. These efforts were recently highlighted as part of our virtual R&D Day, where key medical experts reinforced the potential of our expanding pipeline.”
Vafseo Q1 2026 Commercial Results:
Vafseo net product revenues grew to $15.8 million in Q1. Inventory weeks on hand was relatively flat versus Q4 2025.
Total number of prescribers increased to approximately 1,025 in Q1, representing an increase of approximately 28% over the number of prescribers in Q4 2025.
Total number of patients on Vafseo increased approximately 60% at the end of Q1 compared to the end of Q4 2025. The number of new patient starts in Q1 was the highest in any quarter since the initial quarter of launch. The majority of new patients began in March.
Approximately 20% of patients and 30% of prescribers in Q1 2026 were from dialysis organizations other than U.S. Renal Care, representing improved diversification in the patient and prescriber base in Q1.
First refill adherence rates through the end of March were approximately 86% for patients treated under an observed dosing protocol where we have historically received patient level data. In Q1, approximately two thirds of all patients were treated under an observed dosing protocol.
Akebia continues to build a body of evidence to potentially demonstrate additional clinical benefits of Vafseo.
In February, Akebia presented an economic analysis on cost of hospitalizations for patients treated with vadadustat vs darbepoetin alfa at the Annual Dialysis Conference. As reported in a poster titled, “
Cost comparison analysis of hospitalizations for vadadustat versus darbepoetin alfa based on the INNO
2
VATE trials
,” of the patients treated with vadadustat versus darbepoetin alfa, 7.7% had fewer hospitalization events annually; 16.0% had fewer hospitalization days; and, based on Medicare cost data, 14.8% had lower annual hospitalization costs per patient.
The Journal of the American Society of Nephrology, a leading, peer-reviewed journal in nephrology, published post-hoc win statistics analysis of all-cause mortality and hospitalization from Akebia’s global Phase 3 INNO
2
VATE program. As reported in the Research Letter titled, “
Comparing Vadadustat and Darbepoetin in Maintenance Dialysis with CKD-Related Anemia
,” vadadustat demonstrated statistically significant better outcomes relative to the erythropoiesis-stimulating agent (ESA), darbepoetin alfa, on a hierarchical composite endpoint of all-cause mortality and hospitalization in patients with anemia due to chronic kidney disease receiving dialysis.
Akebia expects topline data from VOCAL, a Phase 3b trial evaluating three times weekly (TIW) dosing of Vafseo versus ESAs, in Q4 2026 and topline data from VOICE, a large Phase IV trial of over 2,100 patients evaluating Vafseo TIW against standard-of-care ESAs using a hierarchical composite endpoint of all-cause mortality and all-cause hospitalization, in early 2027.
Progress on Kidney Disease Pipeline:
In January, Akebia announced the dosing of the first patient in a Phase 2 clinical trial of praliciguat, an oral, once-daily soluble guanylate cyclase (sGC) stimulator being evaluated for the treatment of biopsy-confirmed FSGS, a rare kidney disease. Akebia expects to enroll up to approximately 60 patients in this trial.
In April 2026, Akebia held a virtual R&D Day highlighting its robust kidney disease pipeline. The event featured scientific experts, James A. Tumlin, MD (NephroNet), V. Michael Holers, MD (University of Colorado, Anschutz), and Jonathan Barratt, MD. PhD, FRCP (University of Leicester). A replay of the event is available
here
.
Among highlights, Akebia confirmed plans to initiate a Phase 2 open-label basket study to evaluate AKB-097 in IgA nephropathy, lupus nephritis and C3 glomerulopathy. Akebia expects to initiate the study in the second half of 2026 with initial data expected in 2027.
In April 2026, Akebia initiated a Phase 1 study of AKB-9090 in up to 70 healthy volunteers with topline data expected in early 2027. The initial target indication for AKB-9090 is the prevention of cardiac surgery-associated acute kidney injury.
Financial Results
Revenues:
Total revenues were $53.5 million in the first quarter of 2026 compared to $57.3 million in the first quarter of 2025. This decrease was driven by lower Auryxia® (ferric citrate) revenues which were partially offset by higher Vafseo revenues.
Vafseo net product revenues were $15.8 million in the first quarter of 2026 compared to $12.0 million in the first quarter of 2025.
Auryxia net product revenues were $36.2 million in the first quarter of 2026 as compared to $43.8 million in the first quarter of 2025. We continue to expect generic competition for Auryxia to expand this year and therefore expect Auryxia revenues to decrease in 2026 as compared to 2025 Auryxia revenues.
License, collaboration and other revenues were $1.6 million in the first quarter of 2026 compared to $1.5 million in the first quarter of 2025.
Cost of Goods Sold:
Cost of goods sold was $12.3 million in the first quarter of 2026 compared to $7.6 million in the first quarter of 2025. This increase was primarily due to an increase in inventory write-downs including as a result of excess, obsolescence and scrap during the first quarter of 2026. Of note, Vafseo-related COGS in both periods was derived from pre-launch inventory, which does not include the full cost of manufacturing as a portion of those inventory-related expenses were recorded as research and development expenses in the period incurred prior to Vafseo’s approval in the U.S.
Research & Development Expenses:
Research and development expenses were $14.8 million in the first quarter of 2026 compared to $9.8 million in the first quarter of 2025. The increase in expenses was driven by increased clinical trial activities related to praliciguat and AKB-9090 as well as higher headcount-related costs.
SG&A Expenses:
Selling, general and administrative expenses were $30.4 million in the first quarter of 2026 compared to $25.7 million in the first quarter of 2025. This increase was driven by higher headcount-related costs.
Net Income (Loss):
Net loss was $9.1 million in the first quarter of 2026 compared to net income of $6.1 million in the first quarter of 2025. The change to a net loss in the first quarter of 2026 resulted from lower revenues and higher expenses during the quarter as compared to the first quarter of 2025.
Cash Position:
Cash and cash equivalents as of March 31, 2026 were approximately $162.6 million as compared to $184.8 million as of December 31, 2025. Akebia expects its existing cash resources and cash from operations will be sufficient to fund its current operating plan for at least two years.
Conference Call
Akebia will host a conference call on Thursday, May 7 at 8:00 a.m. EDT to discuss first quarter 2026 earnings. To access the call, please register by clicking on this
Registration Link
, and you will be provided with dial in details. To avoid delays and ensure timely connection, we encourage dialing into the conference call 15 minutes ahead of the scheduled start time.
A live webcast of the conference call will be available via the “Investors” section of Akebia's website at:
. An online archive of the webcast can be accessed via the Investors section of Akebia's website at
approximately two hours after the event.
About Akebia Therapeutics
Akebia Therapeutics, Inc. is a fully integrated biopharmaceutical company with the purpose to better the lives of people impacted by kidney disease. Akebia was founded in 2007 and is headquartered in Cambridge, Massachusetts. For more information, please visit our website at
, which does not form a part of this release.
About Vafseo® (vadadustat) tablets
Vafseo® (vadadustat) tablets is a once-daily oral hypoxia-inducible factor prolyl hydroxylase inhibitor that activates the physiologic response to hypoxia to stimulate endogenous production of erythropoietin, increasing hemoglobin and red blood cell production to manage anemia. Vafseo is approved for use in 37 countries.
INDICATION
VAFSEO is indicated for the treatment of anemia due to chronic kidney disease (CKD) in adults who have been receiving dialysis for at least three months.
Limitations of Use
VAFSEO has not been shown to improve quality of life, fatigue, or patient well-being.
VAFSEO is not indicated for use:
As a substitute for red blood cell transfusions in patients who require immediate correction of anemia.
In patients with anemia due to CKD not on dialysis.
IMPORTANT SAFETY INFORMATION about VAFSEO (vadadustat) tablets
WARNING: INCREASED RISK OF DEATH, MYOCARDIAL INFARCTION, STROKE, VENOUS THROMBOEMBOLISM, and THROMBOSIS OF VASCULAR ACCESS.
VAFSEO increases the risk of thrombotic vascular events, including major adverse cardiovascular events (MACE).
Targeting a hemoglobin level greater than 11 g/dL is expected to further increase the risk of death and arterial and venous thrombotic events, as occurs with erythropoietin stimulating agents (ESAs), which also increase erythropoietin levels.
No trial has identified a hemoglobin target level, dose of VAFSEO, or dosing strategy that does not increase these risks.
Use the lowest dose of VAFSEO sufficient to reduce the need for red blood cell transfusions.
CONTRAINDICATIONS
Known hypersensitivity to VAFSEO or any of its components
Uncontrolled hypertension
WARNINGS AND PRECAUTIONS
Increased Risk of Death, Myocardial Infarction (MI), Stroke, Venous Thromboembolism, and Thrombosis of Vascular Access
A rise in hemoglobin (Hb) levels greater than 1 g/dL over 2 weeks can increase these risks. Avoid in patients with a history of MI, cerebrovascular event, or acute coronary syndrome within the 3 months prior to starting VAFSEO. Targeting a Hb level of greater than 11 g/dL is expected to further increase the risk of death and arterial and venous thrombotic events. Use the lowest effective dose to reduce the need for red blood cell (RBC) transfusions. Adhere to dosing and Hb monitoring recommendations to avoid excessive erythropoiesis.
Hepatotoxicity
Hepatocellular injury attributed to VAFSEO was reported in less than 1% of patients, including one severe case with jaundice. Elevated serum ALT, AST, and bilirubin levels were observed in 1.8%, 1.8%, and 0.3% of CKD patients treated with VAFSEO, respectively. Measure ALT, AST, and bilirubin before treatment and monthly for the first 6 months, then as clinically indicated. Discontinue VAFSEO if ALT or AST is persistently elevated or accompanied by elevated bilirubin. Not recommended in patients with cirrhosis or active, acute liver disease.
Hypertension
Worsening of hypertension was reported in 14% of VAFSEO and 17% of darbepoetin alfa patients. Serious worsening of hypertension was reported in 2.7% of VAFSEO and 3% of darbepoetin alfa patients. Cases of hypertensive crisis, including hypertensive encephalopathy and seizures, have also been reported in patients receiving VAFSEO. Monitor blood pressure. Adjust anti-hypertensive therapy as needed.
Seizures
Seizures occurred in 1.6% of VAFSEO and 1.6% of darbepoetin alfa patients. Monitor for new- onset seizures, premonitory symptoms, or change in seizure frequency.
Gastrointestinal (GI) Erosion
Gastric or esophageal erosions occurred in 6.4% of VAFSEO and 5.3% of darbepoetin alfa patients. Serious GI erosions, including GI bleeding and the need for RBC transfusions, were reported in 3.4% of VAFSEO and 3.3% of darbepoetin alfa patients. Consider this risk in patients at increased risk of GI erosion. Advise patients about signs of erosions and GI bleeding and urge them to seek prompt medical care if present.
Serious Adverse Reactions in Patients with Anemia Due to CKD and Not on Dialysis
The safety of VAFSEO has not been established for the treatment of anemia due to CKD in adults not on dialysis and its use is not recommended in this setting. In large clinical trials in adults with anemia of CKD who were not on dialysis, an increased risk of mortality, stroke, MI, serious acute kidney injury, serious hepatic injury, and serious GI erosions was observed in patients treated with VAFSEO compared to darbepoetin alfa.
Malignancy
VAFSEO has not been studied and is not recommended in patients with active malignancies. Malignancies were observed in 2.2% of VAFSEO and 3.0% of darbepoetin alfa patients. No evidence of increased carcinogenicity was observed in animal studies.
ADVERSE REACTIONS
The most common adverse reactions (occurring at ≥ 10%) were hypertension and diarrhea.
DRUG INTERACTIONS
Iron supplements and iron-containing phosphate binders:
Administer VAFSEO at least 1 hour before products containing iron.
Non-iron-containing phosphate binders
: Administer VAFSEO at least 1 hour before or 2 hours after non-iron-containing phosphate binders.
BCRP substrates
: Monitor for signs of substrate adverse reactions and consider dose reduction.
Statins
: Monitor for statin-related adverse reactions. Limit the daily dose of simvastatin to 20 mg and rosuvastatin to 5 mg.
USE IN SPECIFIC POPULATIONS
Pregnancy: May cause fetal harm. A pregnancy exposure registry is available to monitor outcomes in women exposed to VAFSEO during pregnancy. Report pregnancies to 1-844-445-3799.
Lactation: Breastfeeding not recommended until two days after the final dose.
Hepatic Impairment
:
Not recommended in patients with cirrhosis or active, acute liver disease.
Please note that this information is not comprehensive. Please click
here
for the Full Prescribing Information, including BOXED WARNING and Medication Guide.
Forward-Looking Statements
Statements in this presentation regarding Akebia Therapeutics, Inc.’s (“Akebia’s”) strategy, plans, prospects, expectations, beliefs, intentions and goals are forward-looking statements within the meaning of the U.S. Private Securities Litigation Reform Act of 1995, as amended, and include, but are not limited to, statements regarding: Akebia's plans, strategies and prospects for its business; Akebia’s beliefs regarding the continued growth of the number of patients on Vafseo and ability to leverage improved patient access and adherence; Akebia’s plans with respect to its U.S. commercial launch of Vafseo®, including the potential U.S. market opportunity and plans to increase the breadth and depth of Vafseo prescribing; Akebia’s plans for Vafseo to become standard of care for treatment of anemia due to CKD in dialysis, including its ability to continue to build on the body of evidence demonstrating Vafseo’s value potential, and progress towards that goal; Akebia’s expectations and beliefs about demand for Vafseo, including the number of patients with access to Vafseo and the focus of dialysis organizations; Akebia’s plans and expectations with respect to the VOCAL and VOICE trials, including the timing of top-line data; Akebia’s expectations with respect to the potential of its expanding pipeline; Akebia’s plans and expectations with respect to praliciguat and the Phase 2 trial, including the number of patients to be enrolled in the trial; Akebia’s plans and expectations with respect to AKB-097, including the timing of initiation of, and initial data from, an open label Phase 2 basket study and the indications to be evaluated; Akebia’s plans and expectations with respect to AKB-9090, including the timing of initiation of, and top-line data from, a Phase 1 trial and the indication to be evaluated; the sufficiency of, and the period in which Akebia expects to have, cash to fund its current operating plan.
The terms "intend," "believe," "plan," "goal," "potential," "anticipate, "estimate," "expect," "future," "will," "continue," “could”, derivatives of these words, and similar references are intended to identify forward-looking statements, although not all forward-looking statements contain these identifying words. Actual results, performance or experience may differ materially from those expressed or implied by any forward-looking statement as a result of various risks, uncertainties and other factors, including, but not limited to, risks associated with: the potential therapeutic benefits, safety profile, and effectiveness of Vafseo and Akebia’s development candidates; the results of preclinical and clinical research; Akebia’s ability to initiate and enroll patients in its clinical trials; decisions made by health authorities, such as the FDA, with respect to regulatory filings and other interactions; the potential demand and market potential and acceptance of, as well as coverage and reimbursement related to Akebia’s commercial products , including estimates regarding the potential market opportunity; the competitive landscape for Akebia’s commercial products, including generic entrants and the timing thereof; the ability of Akebia to attract and retain qualified personnel; Akebia's ability to achieve and maintain profitability and to maintain operating expenses consistent with its operating plan; manufacturing, supply chain and quality matters and any recalls, write-downs, impairments or other related consequences or potential consequences; early termination of any of Akebia's collaborations; and changes in the geopolitical environment and uncertainty surrounding U.S. trade policy on tariffs. Other risks and uncertainties include those identified under the heading "Risk Factors" in Akebia's Report on Form 10-K for the year ended December 31, 2025, and other filings that Akebia may make with the U.S. Securities and Exchange Commission in the future. These forward-looking statements (except as otherwise noted) speak only as of the date of this presentation, and, except as required by law, Akebia does not undertake, and specifically disclaims, any obligation to update any forward-looking statements contained in this presentation.
Akebia Therapeutics®, Auryxia® and Vafseo® are registered trademarks of Akebia Therapeutics, Inc. and its affiliates.
Akebia Therapeutics Contact
Mercedes Carrasco
mcarrasco@akebia.com
AKEBIA THERAPEUTICS, INC.
Unaudited Condensed Consolidated Statements of Operations
Three Months Ended March 31,
(in thousands, except per share data)
2026
2025
Revenues
Product revenue, net
$
51,992
$
55,791
License, collaboration and other revenue
1,552
1,545
Total revenues
53,544
57,336
Cost of goods sold
Cost of product and other revenue
12,290
7,625
Total cost of goods sold
12,290
7,625
Operating expenses
Research and development
14,807
9,754
Selling, general and administrative
30,436
25,742
License
707
701
Total operating expenses
45,950
36,197
Income (loss) from operations
(4,696
)
13,514
Other expense, net
(4,688
)
(7,557
)
Change in fair value of warrant liability
456
155
Income (loss) before income taxes
(8,928
)
6,112
Income tax expense
(126
)
—
Net income (loss)
$
(9,054
)
$
6,112
Net income (loss) per share - basic
$(0.03
)
$0.03
Net income (loss) per share - diluted
$(0.03
)
$0.03
Weighted-average number of common shares - basic
267,046,755
235,497,720
Weighted-average number of common shares - diluted
267,046,755
241,602,853
Unaudited Selected Balance Sheet Data
(in thousands)
March 31, 2026
December 31, 2025
Cash and cash equivalents
$
162,644
$
184,844
Working capital
$
69,597
$
90,017
Total assets
$
362,520
$
376,565
Total stockholders’ equity
$
27,375
$
32,610
2026-05-04
Peer-reviewed publication in prominent nephrology journal reinforces clinical differentiation of Vafseo® (vadadustat) in dialysis-dependent CKD anemia
CAMBRIDGE, Mass., May 04, 2026
(GLOBE NEWSWIRE)
--
Akebia Therapeutics®, Inc.
(Nasdaq: AKBA), a biopharmaceutical company with the purpose to better the lives of people impacted by kidney disease, today announced the publication of a post-hoc win statistics analysis of all-cause mortality and hospitalization from its global Phase 3 INNO
2
VATE program in the
Journal of the American Society of Nephrology (JASN)
, a leading, high-impact, peer-reviewed journal in nephrology.
“The win statistics analysis highlighted favorable outcomes and potential clinical differentiation for Vafseo that we believe are central to ensure informed clinical decision-making for nephrologists and other care providers,” said Dr. Steven Burke, Chief R&D and Medical Officer at Akebia. “As we work toward our goal to make Vafseo standard of care in patients with anemia due to CKD receiving dialysis, we believe publication in JASN further validates the strength of the vadadustat dataset and supports strong engagement with prescribers, providers and payors.”
As reported in the Research Letter titled, “
Comparing Vadadustat and Darbepoetin in Maintenance Dialysis with chronic kidney disease (CKD)-Related Anemia
,” vadadustat demonstrated a statistically significant improvement relative to the erythropoiesis-stimulating agent (ESA), darbepoetin alfa, on a hierarchical composite endpoint of all-cause mortality and hospitalization in patients with anemia due to chronic kidney disease receiving dialysis, which we believe is clinically meaningful. This post hoc analysis was conducted among all randomized patients who received at least one dose of study drug in the INNO
2
VATE program. A hierarchical composite end point of time to all-cause mortality and hospitalization with consideration of exposure time was analyzed using win statistics. Among patients with dialysis-dependent CKD and CKD-related anemia, those randomized to vadadustat experienced lower rates of the composite end point of all-cause mortality or hospitalization compared with patients randomized to darbepoetin alfa.
Vafseo® (vadadustat) is approved for the treatment of anemia due to chronic kidney disease (CKD) in adults who have been receiving dialysis for at least three months. Vafseo has been available in the U.S. since January 2025.
About Akebia Therapeutics
Akebia Therapeutics, Inc. is a fully integrated biopharmaceutical company with the purpose to better the lives of people impacted by kidney disease. Akebia was founded in 2007 and is headquartered in Cambridge, Massachusetts. For more information, please visit our website at
, which does not form a part of this release.
INDICATION
VAFSEO is indicated for the treatment of anemia due to chronic kidney disease (CKD) in adults who have been receiving dialysis for at least three months.
Limitations of Use
VAFSEO has not been shown to improve quality of life, fatigue, or patient well-being.
VAFSEO is not indicated for use:
As a substitute for red blood cell transfusions in patients who require immediate correction of anemia.
In patients with anemia due to CKD not on dialysis.
IMPORTANT SAFETY INFORMATION about VAFSEO (vadadustat) tablets
WARNING: INCREASED RISK OF DEATH, MYOCARDIAL INFARCTION, STROKE, VENOUS THROMBOEMBOLISM, and THROMBOSIS OF VASCULAR ACCESS.
VAFSEO increases the risk of thrombotic vascular events, including major adverse cardiovascular events (MACE).
Targeting a hemoglobin level greater than 11 g/dL is expected to further increase the risk of death and arterial and venous thrombotic events, as occurs with erythropoietin stimulating agents (ESAs), which also increase erythropoietin levels.
No trial has identified a hemoglobin target level, dose of VAFSEO, or dosing strategy that does not increase these risks.
Use the lowest dose of VAFSEO sufficient to reduce the need for red blood cell transfusions.
CONTRAINDICATIONS
Known hypersensitivity to VAFSEO or any of its components
Uncontrolled hypertension
WARNINGS AND PRECAUTIONS
Increased Risk of Death, Myocardial Infarction (MI), Stroke, Venous Thromboembolism, and Thrombosis of Vascular Access
A rise in hemoglobin (Hb) levels greater than 1 g/dL over 2 weeks can increase these risks. Avoid in patients with a history of MI, cerebrovascular event, or acute coronary syndrome within the 3 months prior to starting VAFSEO. Targeting a Hb level of greater than 11 g/dL is expected to further increase the risk of death and arterial and venous thrombotic events. Use the lowest effective dose to reduce the need for red blood cell (RBC) transfusions. Adhere to dosing and Hb monitoring recommendations to avoid excessive erythropoiesis.
Hepatotoxicity
Hepatocellular injury attributed to VAFSEO was reported in less than 1% of patients, including one severe case with jaundice. Elevated serum ALT, AST, and bilirubin levels were observed in 1.8%, 1.8%, and 0.3% of CKD patients treated with VAFSEO, respectively. Measure ALT, AST, and bilirubin before treatment and monthly for the first 6 months, then as clinically indicated. Discontinue VAFSEO if ALT or AST is persistently elevated or accompanied by elevated bilirubin. Not recommended in patients with cirrhosis or active, acute liver disease.
Hypertension
Worsening of hypertension was reported in 14% of VAFSEO and 17% of darbepoetin alfa patients. Serious worsening of hypertension was reported in 2.7% of VAFSEO and 3% of darbepoetin alfa patients. Cases of hypertensive crisis, including hypertensive encephalopathy and seizures, have also been reported in patients receiving VAFSEO. Monitor blood pressure. Adjust anti-hypertensive therapy as needed.
Seizures
Seizures occurred in 1.6% of VAFSEO and 1.6% of darbepoetin alfa patients. Monitor for new-onset seizures, premonitory symptoms, or change in seizure frequency.
Gastrointestinal (GI) Erosion
Gastric or esophageal erosions occurred in 6.4% of VAFSEO and 5.3% of darbepoetin alfa patients. Serious GI erosions, including GI bleeding and the need for RBC transfusions, were reported in 3.4% of VAFSEO and 3.3% of darbepoetin alfa patients. Consider this risk in patients at increased risk of GI erosion. Advise patients about signs of erosions and GI bleeding and urge them to seek prompt medical care if present.
Serious Adverse Reactions in Patients with Anemia Due to CKD and Not on Dialysis
The safety of VAFSEO has not been established for the treatment of anemia due to CKD in adults not on dialysis and its use is not recommended in this setting. In large clinical trials in adults with anemia of CKD who were not on dialysis, an increased risk of mortality, stroke, MI, serious acute kidney injury, serious hepatic injury, and serious GI erosions was observed in patients treated with VAFSEO compared to darbepoetin alfa.
Malignancy
VAFSEO has not been studied and is not recommended in patients with active malignancies. Malignancies were observed in 2.2% of VAFSEO and 3.0% of darbepoetin alfa patients. No evidence of increased carcinogenicity was observed in animal studies.
ADVERSE REACTIONS
The most common adverse reactions (occurring at ≥ 10%) were hypertension and diarrhea.
DRUG INTERACTIONS
Iron supplements and iron-containing phosphate binders:
Administer VAFSEO at least 1 hour before products containing iron.
Non-iron-containing phosphate binders
: Administer VAFSEO at least 1 hour before or 2 hours after non-iron-containing phosphate binders.
BCRP substrates
: Monitor for signs of substrate adverse reactions and consider dose reduction.
Statins
: Monitor for statin-related adverse reactions. Limit the daily dose of simvastatin to 20 mg and rosuvastatin to 5 mg.
USE IN SPECIFIC POPULATIONS
Pregnancy: May cause fetal harm. A pregnancy exposure registry is available to monitor outcomes in women exposed to VAFSEO during pregnancy. Report pregnancies to 1-844-445-3799.
Lactation: Breastfeeding not recommended until two days after the final dose.
Hepatic Impairment
:
Not recommended in patients with cirrhosis or active, acute liver disease.
Please note that this information is not comprehensive. Please click
here
for Full Prescribing Information, including BOXED WARNING and Medication Guide.
Forward-Looking Statements
Statements in this press release regarding Akebia Therapeutics, Inc.’s (“Akebia’s”) strategy, plans, prospects, expectations, beliefs, intentions and goals are forward-looking statements within the meaning of the U.S. Private Securities Litigation Reform Act of 1995, as amended, and include, but are not limited to, statements regarding: Akebia’s expectations and beliefs about the post-hoc win statistics analysis of all-cause mortality and hospitalization from the Phase 3 INNO2VATE trials of vadadustat, including that such analysis demonstrates a statistically significant improvement relative to the ESA darbepoetin alfa on a hierarchical composite endpoint of all-cause mortality and hospitalization; Akebia’s beliefs that such analysis is clinically meaningful and demonstrates favorable outcomes and potential clinical differentiation for Vafseo; Akebia’s beliefs that nephrologists and other care providers consider these findings to be central to ensure informed clinical decision making; Akebia’s plans to work toward its goal of making Vafseo standard of care in patients with anemia due to CKD receiving dialysis; and Akebia’s beliefs regarding the impact of the publication of this analysis in JASN, including Akebia’s beliefs that such publication further validates the strength of the vadadustat dataset and will support strong engagement with prescribers, providers and payors. The terms "intend," "believe," "plan," "goal," "potential," "anticipate,” "estimate," "expect," "future," "will," "continue," “could,” derivatives of these words, and similar references are intended to identify forward-looking statements, although not all forward-looking statements contain these identifying words. Actual results, performance or experience may differ materially from those expressed or implied by any forward-looking statement as a result of various risks, uncertainties and other factors, including, but not limited to, risks associated with: the potential therapeutic benefits, safety profile, and effectiveness of Vafseo and Akebia’s development candidates; the results of preclinical and clinical research; Akebia’s ability to initiate and enroll patients in its clinical trials; decisions made by health authorities, such as the FDA, with respect to regulatory filings and other interactions; the potential demand and market potential and acceptance of, as well as coverage and reimbursement related to Auryxia® and Vafseo®, including estimates regarding the potential market opportunity; the competitive landscape for Auryxia and Vafseo, including generic entrants and the timing thereof; the ability of Akebia to attract and retain qualified personnel; Akebia's ability to achieve and maintain profitability and to maintain operating expenses consistent with its operating plan; manufacturing, supply chain and quality matters and any recalls, write-downs, impairments or other related consequences or potential consequences; early termination of any of Akebia's collaborations; and changes in the geopolitical environment and uncertainty surrounding U.S. trade policy on tariffs. Other risks and uncertainties include those identified under the heading "Risk Factors" in Akebia's Annual Report on Form 10-K for the year ended December 31, 2025, and other filings that Akebia may make with the U.S. Securities and Exchange Commission in the future. These forward-looking statements (except as otherwise noted) speak only as of the date of this press release, and, except as required by law, Akebia does not undertake, and specifically disclaims, any obligation to update any forward-looking statements contained in this press release.
Akebia Therapeutics®, Auryxia® and Vafseo® are registered trademarks of Akebia Therapeutics, Inc. and its affiliates.
Akebia Therapeutics Contact
Mercedes Carrasco
mcarrasco@akebia.com
临床结果临床3期上市批准
2026-04-30
作者
中国医师协会中西医结合医师分会心脏康复专业委员会
中国医师协会胸痛专业委员会
中国医疗保健国际交流促进会循证医学分会
北京中西医结合学会心血管内科专业委员会
摘要
冠心病已成为严重危害居民健康的重大公共卫生问题。炎症在冠心病的发生和发展中具有重要作用,高炎症水平显著影响冠心病患者的预后。目前临床医师对炎症在冠心病中的作用和机制认识不足,炎症的评估和治疗欠规范。在此背景下,共识工作组结合循证医学证据和中国专家的临床实践经验,制定了《冠心病的炎症评估和治疗的专家建议》,本文系统阐述了炎症在冠心病中的作用和炎症理论历史演进、冠心病的炎症机制与评估方法以及生活方式干预、中西医药物治疗和中医非药物治疗在内的冠心病抗炎治疗措施,旨在提升临床医师对冠心病炎症评估和治疗的临床能力,进一步改善冠心病患者的预后。
关键词:冠心病;炎症;评估;治疗;建议
冠心病是最常见的心血管疾病之一[1]。目前,我国冠心病的发病率与死亡率呈逐年上升趋势,已成为威胁居民生命健康和造成社会经济负担的重大公共卫生问题[2]。尽管各种新型降脂药物和生活方式干预等二级预防措施已在临床广泛应用,但多项研究显示,即使在低密度脂蛋白胆固醇(low-density lipoprotein cholesterol,LDL-C)等多种危险因素控制达标的情况下,仍有相当比例的患者会发生不良心血管事件[3-6]。这种在标准治疗后依然存在的风险被称为心血管残余风险,而由慢性低度炎症驱动的残余炎症风险是其重要组成部分[7]。炎症在冠心病的各个阶段均发挥重要作用,贯穿于病灶的初始形成到并发症的整个过程[8]。近年来,随着一系列的大型随机对照临床试验结果的公布,证实了在优化降脂治疗的基础上,针对特异性炎症通路的干预可以进一步降低冠心病患者的心血管事件风险[9-11]。尽管抗炎治疗在心血管领域的潜力已逐渐被认可,但在目前的临床诊疗流程中,对于冠心病患者炎症状况的规范化评估以及抗炎治疗的策略,仍缺乏统一的认识。为了进一步促进我国冠心病患者的炎症评估和治疗的规范管理,共识工作组组织相关专家在全面梳理国内外最新研究证据及相关指南的基础上,结合我国临床实际,撰写《冠心病的炎症评估和治疗的专家建议》。本共识工作组成员主要由西医和中医心血管病学领域专家构成,制定流程严格参照《中国制订/修订临床诊疗指南的指导原则(2022版)》[12]执行。工作组系统检索PubMed、Embase、the Cochrane图书馆、中国知网、万方数据库等中英文数据库的相关文献,检索时间从建库至2026年1月。主要检索类型包括临床指南、专家共识、Meta分析、系统性综述、随机对照研究、队列研究、病例对照研究和流行病学调查等。在整合证据后,工作组拟定初稿,并经多轮专家会议讨论与修订完成。
1
炎症在冠心病中的作用和炎症理论的历史演进
冠心病最初被认为是一种主要由脂质代谢紊乱驱动的疾病,而大量基础和临床研究表明,动脉粥样硬化的发生和进展与炎症反应密切相关。早在1858年,有学者在尸检中观察到动脉壁存在细胞浸润与增殖等类炎症表现,并提出了“动脉内膜炎”的概念,虽在当时未获广泛认可,但为后续研究留下了线索[13]。1973年,美国病理学家Ross[14]提出了“损伤-反应”学说,首次系统性地阐述了动脉斑块的形成是血管壁对机械或化学损伤的修复过程,并指出这一过程具有与慢性炎症相似的组织学特征。1990年,Ross[15]进一步修正并扩展了该理论,奠定了早期炎症学说的基础。Libby作为动脉粥样硬化炎症学说的开创者,2002年系统阐述了炎症在动脉粥样硬化发病机制中的核心作用[16];2021年进一步巩固和拓展了炎症学说,强调炎症是连接血脂异常等传统危险因素与动脉粥样硬化的关键桥梁,炎症指标能独立预测心血管风险[17];2025年最新提出了髓系细胞在动脉粥样硬化炎症中的关键作用[8]。多年的临床研究表明,在传统风险因素得到良好控制的情况下,炎症是导致不良临床结局的主要驱动因素,并且这一风险独立于LDL-C水平[18-19]。基础研究也深入揭示了炎症细胞、炎症介质及信号通路在斑块形成、破裂及血栓形成中的关键机制,进一步证实了炎症在冠心病病理生理演变中的核心作用[20-21]。近10年的大型随机对照临床试验进一步证实靶向干预心血管疾病炎症可显著降低不良事件风险[9-10]。基于关键证据的不断积累,美国心脏病协会发布了最新的《炎症和心血管疾病的科学声明》[22],相较于2003年发布的《炎症标志物和心血管疾病的科学声明》[23],新声明更加强调慢性低度炎症与冠心病发生及进展的密切联系,炎症和LDL-C在冠心病的发病机制中同等重要。
2
冠心病的炎症机制
冠心病是由冠状动脉血管发生动脉粥样硬化病变引起的一类常见心脏病。近年来,关于冠心病炎症机制的研究取得了许多进展,目前认为,炎症是动脉粥样硬化的关键驱动因素,免疫细胞、血管细胞和代谢压力之间的复杂相互作用是斑块形成和进展的基础,最终导致晚期并发症如斑块破裂和血栓形成[24]。
代谢异常如LDL-C升高,尤其是在氧化修饰后,通过激活先天免疫系统,引发炎症级联反应。在动脉壁中,驻留的巨噬细胞通过清道夫受体吞噬氧化LDL-C,形成泡沫细胞,释放促炎细胞因子和趋化因子,促进白细胞招募并加剧斑块的进展。这些细胞的凋亡和坏死有助于形成富含脂质、碎片和胆固醇晶体的坏死核心,进一步增强局部炎症[25]。在先天免疫机制的基础上,适应性免疫在动脉粥样硬化发生中也起着关键作用。CD4+T细胞可浸润斑块并调节局部反应。T辅助细胞1通过释放干扰素-γ促进炎症,激活巨噬细胞和内皮细胞,而调节性T细胞(regulatory T cells,Tregs)则可抵消该反应,维持组织稳态。促动脉粥样硬化反应与保护性Tregs功能之间的失衡是晚期动脉粥样硬化病变的常见特征。B细胞也在动脉粥样硬化起作用,B1细胞针对氧化低密度脂蛋白产生具有保护作用的天然免疫球蛋白IgM,而B2细胞可能通过抗原递呈和细胞因子释放增强炎症[26]。
在分子层面,炎症级联反应的关键介质包括白细胞介素-1β(interleukin-1β,IL-1β)、白细胞介素-18(interleukin-18,IL-18)、白细胞介素-6(interleukin-6,IL-6),以及核苷酸结合寡聚化结构域样受体蛋白3(nucleotide-binding oligomerization domain-like receptor protein3,NLRP3)炎症小体[27]。NLRP3炎症小体是位于细胞质的多蛋白复合体,通过激活半胱氨酸天冬氨酸蛋白水解酶-1(cysteine-aspartic acid protease-1,caspase-1)来响应多种细胞压力如胆固醇结晶和氧化应激。caspase-1可将IL-1β前体剪切成具有生物活性的成熟形式。IL-1β作为炎症的上游中心放大器,促进内皮激活、白细胞招募和细胞因子生成。caspase-1还剪切依赖炎症小体的细胞因子IL-18,IL-18作用于先天免疫和适应性免疫的交汇点,通过诱导干扰素-γ促进巨噬细胞活化和T辅助细胞1反应。该通路的一个主要下游靶点是多效性细胞因子IL-6,它能增强全身炎症信号,介导肝脏急性期反应,并促进血管功能障碍和组织重塑。IL-6已成为一种心血管炎症的生物标志物,同时也是心血管炎症的潜在治疗靶点,抑制IL-6与临床获益密切相关。IL-6还能刺激肝脏生成C反应蛋白,这是一种临床广泛使用的系统性炎症生物标志物。
全身性炎症还可以通过释放促炎细胞因子和分子信号,如病原体相关分子模式和损伤相关分子模式,影响冠状动脉斑块的进展和稳定性[28]。这些信号可通过触发NLRP3炎症小体重新激发炎症反应。中性粒细胞通过中性粒细胞外陷阱刺激巨噬细胞并触发NLRP3炎症小体,激活依赖caspase-1的细胞因子IL-1β和IL-18,使其成为具有生物活性的成熟形式。
炎症是驱动斑块不稳定的关键因素。持续的炎症反应破坏斑块结构,导致斑块易损性增加。特别是薄纤维帽粥样斑块,其特征为巨大脂质坏死核心及伴有大量巨噬细胞、T淋巴细胞浸润的纤维帽,极易发生破裂。基质金属蛋白酶等酶类通过降解细胞外基质,进一步削弱纤维帽的稳定性。一旦纤维帽破裂,坏死核心内致栓物质暴露于血液中,诱发血栓形成和血管闭塞,最终导致急性冠状动脉综合征(acute coronary syndrome,ACS)的发生[29]。随着腔内影像学和炎症机制的不断探索,近年一些专家提出了ACS的4种机制,一是经典的斑块破裂伴有系统炎症,血高敏C反应蛋白(high-sensitivity C-reactive protein,hs-CRP)升高;二是斑块破裂没有大量的炎症细胞聚集,无血hs-CRP升高;三是斑块侵蚀,一般表现为非ST段抬高型心肌梗死,血栓多为血小板聚集;四是痉挛和微血管病变[30-31]。四种机制的阐述为介入治疗和包括抗炎治疗在内的药物治疗的策略提供了依据和支持。
3
冠心病的炎症评估指标
3.1 血清学标志物
3.1.1 hs-CRPhs-CRP是一种高灵敏度炎症标志物,能反映机体系统性炎症状态[32]。在心血管风险分层的阈值设定上,现有临床证据支持在传统危险因素评估的基础上,hs-CRP<1.0mg/L提示心血管低风险,1.0~3.0mg/L提示中度风险,而>3.0mg/L则提示高风险。临床常规检测hs-CRP>3.0mg/L可用于识别一级预防中炎症风险增高的个体,而hs-CRP>10.0mg/L时,提示可能存在短暂感染或其他急性期反应,建议在2~3周内复查,并取2次检测中的较低值用于风险评估[23,33]。
hs-CRP能够有效的评估残余炎症风险。在冠心病的一级预防中,筛查hs-CRP具有重要意义。一项纳入448653名无动脉粥样硬化性心血管疾病(atherosclerotic cardiovascular disease,ASCVD)病史人群的研究显示,与hs-CRP<1.0mg/L者相比,hs-CRP>3.0mg/L者的主要不良心血管事件(majoradverse cardiovascular events,MACE)增加了34%,心血管死亡和全因死亡的风险分别增加了61%和54%[34]。此外,多项队列研究证实,联合测定hs-CRP、LDL-C和脂蛋白(a)可独立且显著地预测未来20~30年的MACE风险[35-36]。在冠心病的二级预防中,hs-CRP能够有效识别复发MACE的高危个体。观察性研究显示,在确诊ASCVD的84399例人群中,约60%存在全身性炎症状态,且hs-CRP水平与医疗资源的使用率和MACE发生率呈正相关[37]。一项汇总了3项高质量随机对照试验的分析表明,对于已接受他汀类药物治疗的ASCVD患者或高危人群,hs-CRP在预测未来MACE和死亡风险方面,比LDL-C更具预测价值[38]。因此,建议在冠心病的一级和二级预防中常规筛查胆固醇的同时联合筛查hs-CRP。
3.1.2 IL-6IL-6是一种关键的促炎细胞因子,位于炎症信号级联反应的上游,是诱导肝脏合成CRP的关键刺激因子[39]。现有临床证据表明,IL-6水平升高与ASCVD患者未来MACE风险增加独立相关[40-42]。尽管IL-6在评估冠心病炎症中的应用程度尚未达到hs-CRP的水平,但其在靶向抗炎治疗方面的价值正日益受到重视[43]。
3.1.3 其他血清学标志物脂蛋白相关磷脂酶A2、髓过氧化物酶、血清淀粉样蛋白A、纤维蛋白原等标志物在部分研究中显示出对冠心病MACE具有一定的预测价值,但考虑到检测标准化程度、特异性及成本效益比等因素,目前的循证医学证据尚不支持将其作为常规手段广泛应用于临床风险评估。
推荐意见1:建议将hs-CRP作为评估机体慢性炎症状况及心血管危险分层的重要生物标志物。在排除感染及其他急性期反应的前提下,常规检测hs-CRP>3.0mg/L可用于在健康人群识别炎症风险增高的个体。推荐意见2:建议在冠心病的一级和二级预防中常规联合筛查胆固醇和hs-CRP。推荐意见3:在冠心病炎症相关血清学标志物中,除hs-CRP外,目前暂不建议将其他炎症生物标志物作为常规手段应用于临床风险评估。
3.2 影像学标志物无创影像学技术的进步,使其对血管壁及周围炎症状态进行可视化与评估成为可能。目前评估心血管炎症风险的影像学手段主要包括:冠状动脉计算机断层扫描血管成像(coronary computed tomography angiography,CCTA)、正电子发射计算机断层显像(positron emission tomography,PET)和心脏磁共振成像(cardiac magnetic resonance,CMR)[44-45]。
冠状动脉血管周围脂肪衰减指数(fat attenuation index,FAI)是基于CCTA技术衍生的新型炎症评估指标,该指标通过校正并分析冠状动脉周围脂肪组织的计算机断层扫描(CT)衰减值,从而间接量化脂肪组织的炎症程度和代谢状态[46]。研究显示,FAI值升高与冠状动脉粥样硬化斑块脂质成分的进展独立相关[47]。在ACS患者的罪犯病变处FAI值显著升高[48-49]。队列研究进一步表明,FAI值升高与MACE密切相关,可显著预测全因死亡率及心原性死亡率[50-51]。在抗炎治疗疗效评价方面,FAI的应用价值目前尚无定论。部分小规模的临床研究提示,抗炎治疗后冠状动脉FAI显著降低[52-53],而在LoDoCo2试验的亚组分析中,接受低剂量秋水仙碱治疗的受试者组与安慰剂组相比,其冠状动脉FAI值并未表现出显著差异[54],关于FAI能否作为冠心病抗炎治疗后个体炎症状态的动态监测指标,仍需更多高质量研究进一步验证[55]。FAI作为冠心病炎症评估的标志物展现出良好的应用前景,但在实际临床应用中,CCTA的衰减测量仍易受到管电压、重建算法等技术因素以及患者体重指数、解剖位置等生物学因素的影响[46],检测标准化的建立是未来推广的关键。
PET是评估动脉粥样硬化斑块病变活动性的高灵敏度影像学技术,能够有效检测与斑块破裂密切相关的炎症反应[56]。目前应用最广泛的示踪剂为18F-氟脱氧葡萄糖(18F-fluorodeoxyglucose,18F-FDG)。多项研究显示,在无心血管病史的个体中,颈动脉和主动脉的18F-FDG摄取增高是MACE的独立预测因子[57-58]。但由于18F-FDG缺乏细胞特异性,且冠状动脉粥样斑块的摄取常受心肌生理性高摄取的干扰,限制了其在冠状动脉成像中的应用[59]。尽管部分针对冠心病炎症的新型示踪剂展现出良好的应用前景,但其临床价值尚待进一步研究验证[60]。对于其他的影像技术,CMR虽可全面评估心脏结构与功能,但在冠心病的炎症反应评估方面,目前仍缺乏充足的临床证据。
推荐意见4:CCTA、PET和CMR等无创影像学技术为冠心病炎症评估提供了新的视角,但在缺乏统一的检测标准及明确的临床获益证据之前,不推荐在临床实践中常规开展。
4
冠心病的炎症治疗策略
4.1 生活方式的干预
4.1.1 营养与饮食管理健康的生活方式可以显著减轻机体的炎症负担,降低MACE发生的风险[22]。在营养与饮食管理方面,膳食模式与冠心病的发病及预后密切相关[61]。其中,地中海饮食作为抗炎膳食模式的典型代表,其特点为以植物性食物为主(全谷物、蔬菜、水果、豆类、坚果等),以橄榄油为主要脂肪来源,适量摄入富含二十碳五烯酸和二十二碳六烯酸的鱼类,并限制红肉和加工肉制品、精制碳水化合物及含糖饮料摄入[62]。PREDIMED研究证实,与传统低脂饮食相比,富含特级初榨橄榄油或坚果的地中海饮食模式可使无心血管疾病史的高危人群5年内MACE的相对发生风险降低约30%[63]。对于已确诊冠心病的患者,CORDIOPREV研究进一步表明,地中海饮食在降低MACE风险方面优于传统低脂饮食,7年内MACE相对风险降幅约为26%[64]。目前美国心脏病协会《心血管疾病一级预防指南(2019)》[65]、《慢性冠状动脉综合征管理指南(2023)》[66]和欧洲心脏病学会《心血管疾病临床实践预防指南(2021)》[67],均建议采用地中海饮食的模式降低心血管疾病发生的风险。
4.1.2 运动规律的运动训练不仅能改善胰岛素抵抗、高血压、血脂异常和肥胖等传统心血管疾病危险因素,还能降低慢性炎症水平,进而降低心血管疾病的发病风险与全因死亡率[68-69]。建议所有健康成年人每周至少进行150min的中等强度有氧运动,或75min的高强度有氧运动,亦可选择两者的等效组合。对于确诊冠心病的患者,建议在完成医学风险评估后,依据个体化原则制定并实施运动方案[70]。
4.1.3 其他体重管理对于控制炎症同样具有重要作用。肥胖,尤其是腹型肥胖,被视为一种慢性低度炎症状态。内脏脂肪组织不仅是能量储存库,更是活跃的内分泌器官,可促进全身性及血管性炎症反应,在动脉粥样硬化的发生与发展进程中发挥关键作用[71]。对于肥胖人群,减轻体重可有效降低全身炎症水平[72]。此外,吸烟能够升高个体的炎症水平[73],而戒烟已被证实能显著减轻炎症反应[74-75]。
推荐意见5:在一级预防中,对于高炎症风险的个体,建议尽早启动生活方式干预。推荐意见6:建议采用地中海饮食:以全谷物、水果、蔬菜、豆类、坚果、橄榄油和富含二十二碳六烯酸和二十碳五烯酸鱼类为主。推荐意见7:限制红肉及加工肉制品、精制碳水化合物及含糖饮料摄入。推荐意见8:推荐所有健康成年人每周至少进行150min中等强度或75min高强度有氧运动。对于冠心病的患者,建议在完成医学风险评估后,依据个体化原则制定运动方案并开展规律运动。推荐意见9:建议维持健康体重和戒烟等方式降低炎症反应。
4.2 西医药物治疗
4.2.1 汀类药物羟甲基戊二酰辅酶A还原酶抑制剂,即他汀类药物除了具有降脂作用外,还能通过多种机制发挥抗炎作用,是冠心病治疗的基础药物[76-77]。JUPITER研究表明,对于LDL-C水平正常但hs-CRP≥2mg/L的健康人群,瑞舒伐他汀治疗除了可减低LDL-C和hs-CRP的水平,同时可使MACE发生风险显著降低约44%[78]。针对冠心病患者的REAL-CAD研究同样显示,与低剂量组相比,高强度匹伐他汀治疗能更大幅度地降低血脂和炎症水平,并进一步减少MACE的发生[79]。此外,PROVE-ITTIMI22与REVERSAL研究均显示,强化阿托伐他汀治疗能更显著地降低hs-CRP水平,带来更多临床获益[80-81]。考虑到我国人群对高强度他汀类药物的耐受性低于欧美人群[82],且多项研究及Meta分析显示他汀联合胆固醇吸收抑制剂(如依折麦布)可产生协同抗炎效应,进一步降低hs-CRP水平[83-85]。因此,对于已接受中等强度他汀类药物治疗的个体,如果hs-CRP水平持续>2mg/L,可考虑联合胆固醇吸收抑制剂治疗。目前尚缺乏前蛋白转化酶枯草溶菌素9抑制剂具有直接抗炎作用的循证医学证据[86-88]。
4.2.2 贝派地酸贝派地酸是一种三磷酸腺苷柠檬酸裂解酶抑制剂,通过阻断胆固醇生物合成的上游途径降低LDL-C[89]。CLEAR Outcomes研究证实,在对他汀类药物不耐受的ASCVD或高危人群中,贝派地酸能显著降低MACE发生风险,且治疗6个月后中位hs-CRP水平较基线显著下降21.6%,降低幅度与LDL-C相当[90]。此外,在已接受最大耐受剂量他汀治疗的人群中,贝派地酸单药或其与依折麦布的固定复方制剂均能使hs-CRP水平降幅约30%[91]。目前,贝派地酸已被国外部分指南建议用于无法接受他汀类药物治疗以达到LDL-C目标值的患者[92],但该药尚未在我国获批上市。
4.2.3 秋水仙碱秋水仙碱既往主要用于治疗痛风等疾病[93],其抗炎作用主要是通过抑制β-微管蛋白聚合,阻碍微管形成,进而抑制NLRP3炎症小体活性,最终减少IL-1β的释放并阻断炎症级联反应[94]。多项大规模临床试验显示,在标准治疗基础上长期应用低剂量秋水仙碱,可显著降低心肌梗死后和慢性冠状动脉综合征患者MACE的发生风险[10-11]。一项纳入30659例确诊冠心病或脑卒中患者的Meta分析进一步证实,秋水仙碱治疗可使心血管死亡、心肌梗死或脑卒中的复合终点事件发生率降低12%[95]。美国食品药品监督管理局已批准低剂量秋水仙碱用于降低冠心病和具有多种心血管危险因素患者的心血管事件风险。国内外多部指南均推荐将低剂量秋水仙碱(0.5mg/d)纳入慢性冠状动脉综合征患者二级预防的重要抗炎治疗策略[66,96-97],但秋水仙碱在ACS急性期的获益尚存争议。最新发表的CLEARSYNERGY研究纳入了7062例急性心肌梗死(acute myocardial infarction,AMI)患者,结果显示,介入治疗术后72h内启用秋水仙碱未显著改善主要临床终点事件[98]。提示秋水仙碱的抗炎获益可能受治疗时机和不同人群等因素影响,相关证据仍需进一步的验证。低剂量秋水仙碱总体耐受性较好,常见不良反应以胃肠道症状为主。需注意秋水仙碱治疗安全窗相对狭窄,当与细胞色素P4503A4(CYP3A4)抑制剂或磷酸化糖蛋白抑制剂合用时,易发生相互作用,导致血药浓度蓄积并增加毒性风险。且该风险在肝肾功能不全患者中尤为突出,临床治疗需慎用[94,99-100]。建议伴有肝肾功能损害的患者在使用期间严密监测相关指标,对于估算肾小球滤过率<30ml/(min・1.73m²)的患者,应避免使用[66,101]。
4.2.4 靶向白介素信号通路的生物制剂IL-1作为炎症级联反应上游的关键促炎细胞因子,是冠心病抗炎治疗的重要靶点[102]。卡那单抗(Canakinumab)通过特异性结合并阻断IL-1β信号通路,从而发挥抗炎作用。CANTOS研究显示,对既往有心肌梗死病史且hs-CRP≥2mg/L的患者,每3个月皮下注射150mg的卡那单抗,可显著降低MACE发生率,且该获益独立于LDL-C水平[9]。而鉴于其可能增加致死性感染风险等安全问题,目前卡那单抗尚未获批用于冠心病的抗炎治疗。其它IL-1通路阻断剂如Anakinra和Goflikicept虽在小规模随机试验中显示出良好的抗炎效果[103-104],但受限于样本量等因素,其改善临床预后的获益尚不明确。安全警示:卡那单抗目前在国内未上市,仅限于科研用途。
IL-6是IL-1下游的重要促炎因子,靶向该通路的代表性药物包括托珠单抗(Tocilizumab)和泽韦奇单抗(Ziltivekimab)。现有研究表明,AMI早期应用托珠单抗可降低炎症水平[105],但其应用可导致患者LDL-C水平升高[83-84],且长期心血管结局的获益尚缺乏充分证据。RESCUEII期临床试验表明,对于具有高动脉粥样硬化风险且hs-CRP≥2mg/L的慢性肾脏病患者,泽韦奇单抗能显著降低hs-CRP及其他炎症生物标志物水平[43]。关于泽韦奇单抗的大型随机对照研究目前正在慢性肾脏病、透析、射血分数保留的心力衰竭以及AMI等人群中开展,相关结局证据有待进一步公布与验证。因此,IL-6抑制剂目前在冠心病抗炎治疗处于探索阶段,循证医学证据不充分。
4.2.5 其他潜在的抗炎药物钠-葡萄糖共转运蛋白2抑制剂(sodium-glucose cotransporter 2 inhibitors,SGLT2i,如达格列净、恩格列净和卡格列净),目前已被各大指南推荐为2型糖尿病、心力衰竭和慢性肾脏病的一线用药[106-108]。机制研究提示,SGLT2i可通过抑制核因子-κB信号通路、下调NLRP3炎症小体活性以及减少炎症因子的分泌等多种途径发挥抗炎作用[109-110]。建议冠心病合并2型糖尿病患者,尤其针对合并心力衰竭的患者,不论其糖化血红蛋白是否达标,在排除估算肾小球滤过率<20ml/(min・1.73m²)等禁忌证后,应考虑使用SGLT2i[96]。
胰高糖素样肽-1受体激动剂(glucagon-like peptide-1 receptor agonists,GLP-1RA,如司美格鲁肽、利拉鲁肽和度拉糖肽)是一类兼具降糖、减重及心血管保护作用的药物[111]。在合并2型糖尿病的ASCVD或其高危患者中,REWIND、SUSTAIN-6与LEADER等心血管结局试验已证实,GLP-1RA可显著降低MACE发生风险[112-114]。值得关注的是,SELECT研究进一步表明,在超重或肥胖、不伴糖尿病但有心血管疾病病史的患者中,司美格鲁肽同样能够显著降低MACE发生率,并伴随hs-CRP水平下降[115]。此外,针对合并肥胖的射血分数保留的心力衰竭患者,SUMMIT与STEP-HFpEF研究也显示,GLP-1RA类药物同样可有效降低CRP水平[116-117]。基于上述证据,GLP-1RA具有减轻炎症的作用,并可能为合并代谢异常且心血管风险较高的患者提供额外获益。在启用GLP-1RA前需排除相关禁忌证,妊娠或哺乳期患者、伴有甲状腺髓样癌及2型多发性内分泌腺瘤综合征病史或家族史的患者,应禁用CLP-1RA[118]。既往有胰腺炎病史者应慎用,若用药期间怀疑或发生胰腺炎,应立即停药[119]。此外,需密切监测胆囊及胆道疾病等潜在风险[120]。
推荐意见10:在一级预防中,如果hs-CRP水平持续升高,无论LDL-C水平如何,均建议启用他汀类药物治疗以降低炎症反应。推荐意见11:在二级预防中,对于已接受中等强度他汀类药物治疗的个体,如果hs-CRP水平持续>2mg/L,可考虑联合应用胆固醇吸收抑制剂。推荐意见12:低剂量秋水仙碱(0.5mg/d)可作为慢性冠状动脉综合征患者二级预防的补充治疗。推荐意见13:对于急性缺血发作期的患者,目前证据暂不支持使用秋水仙碱。临床应用中应避免用于严重肝肾功能不全患者。推荐意见14:对于冠心病合并2型糖尿病患者,若无禁忌证,推荐应用GLP-1RA或SGLT2i。对于合并心力衰竭者,优先选用SGLT2i;对于合并超重或肥胖者,优先选用GLP-1RA。上述药物不仅能降低MACE风险,还具有潜在抗炎作用。
4.3 中医治疗
4.3.1 中医对冠心病炎症的认识中医认为冠心病炎症状态的发生发展与“痰”、“瘀”、“毒”[121]等病理因素密切相关,三者相互搏结、相互转化,构成该病的核心病机。冠心病炎症状态属本虚标实之证,“本虚”不仅在于脾气亏虚,亦常兼有心肾阴虚;“标实”则是在气虚推动无力、阴虚内热灼津的共同作用下,痰、瘀、毒胶结形成的复杂病理过程。中医药治疗强调标本兼治,以益气养阴固其本,以祛痰、化瘀、清热、解毒治其标,在调节免疫、改善内皮功能、抑制炎症反应、稳定斑块等方面体现出多靶点、整体调控的治疗优势。
4.3.2 辨证分型与治疗建议以下辨证分型主要参考《稳定性冠心病中西医结合康复治疗专家共识》[122]、《冠心病稳定型心绞痛中医诊疗指南》[123]、《不稳定型心绞痛中医诊疗专家共识》[124]、《冠状动脉微血管病中西医结合诊疗指南》[125]、《冠状动脉血运重建术后心绞痛中西医结合诊疗指南》[126]、《经皮冠状动脉介入术后中西医结合心脏康复专家共识》[127]等国内权威指南与共识,并结合近年临床研究证据制定。
4.3.2.1 血瘀痰凝证辨证要点:心胸刺痛或闷痛,形体肥胖,痰多气短,舌质紫暗或有瘀斑、苔腻,脉滑或涩。常伴血脂异常、炎症指标升高。治法:活血化瘀,祛痰通络。推荐方药:血府逐瘀汤合瓜蒌薤白半夏汤加减。推荐中成药:丹蒌片[128]、血脂康胶囊[129]。若兼有气阴两虚证,则推荐心通口服液[130]。
4.3.2.2 气阴两虚证辨证要点:心悸气短,胸闷隐痛,乏力口干,盗汗或自汗,舌红少苔或有裂纹,脉细数或弱。常见于病程较长、合并糖尿病或介入治疗术后患者。治法:益气养阴,通络止痛。推荐方药:生脉散合炙甘草汤加减。推荐中成药:通脉养心丸[131]。
4.3.2.3 气虚血瘀证辨证要点:胸痛胸闷,劳则加重,气短乏力,舌淡紫或有瘀点,脉沉涩。常见于稳定性心绞痛患者。治法:益气活血,通络止痛。推荐方药:保元汤合桃红四物汤加减。推荐中成药:通心络胶囊[132]、麝香通心滴丸[133]、复方丹参滴丸[134]、冠心丹参滴丸联合穿心莲片[135]。
4.3.2.4 热毒血瘀证辨证要点:胸痛灼热,烦躁口干,便秘尿黄,舌红绛、苔黄腻,脉滑数。常见于ACS、炎症指标显著升高者。治法:清热解毒,活血通络。推荐方药:冠心Ⅱ号方加黄连。热毒炽盛者可合用四妙勇安汤;气虚血瘀、瘀毒化热者,可采用陈可冀院士经验方清心解瘀方加减[136]。解毒活血方(虎杖和山楂)可以减少不稳定型心绞痛的发作频率并缓解症状,其机制可能与调节促炎因子和抗炎因子之间的平衡有关[137]。
4.3.2.5 心血瘀阻证辨证要点:胸痛以固定性疼痛为特点,症见面色紫暗,肢体麻木,口唇紫暗或暗红。舌质暗红或紫暗,舌体有瘀点瘀斑,舌下静脉紫暗,脉涩或结代。治法:活血化瘀,通络止痛。推荐方药:冠心Ⅱ号方[138]为主方加减。推荐中成药:血府逐瘀胶囊、地奥心血康胶囊、血塞通软胶囊[123-124]。
4.3.3 中医非药物治疗中医非药物疗法可作为冠心病炎症协同防治的重要手段,在临床规范治疗基础上合理应用可改善患者预后。
针刺治疗:对于慢性稳定型心绞痛患者,在规范药物治疗基础上,可选用以内关穴为核心,配伍心俞、厥阴俞、至阳等背俞穴或督脉穴的针刺或者经皮穴位电刺激[139-142]。对于ACS患者,建议针刺或经皮穴位电刺激内关和(或)足三里。对于介入治疗围术期患者,建议针刺或者经皮穴位电刺激内关穴和郄门穴[143-147]。
传统功法:研究证实传统功法具有炎症调控作用,为期12周的规范八段锦[148-149]或太极拳[150]锻炼,可改善冠心病患者预后,并有助于调节相关炎症反应。
穴位贴敷与热熨疗法:穴位贴敷(包括中药复方贴敷)及热熨疗法对冠心病炎症具有明确调控作用[151-153]。穴位贴敷建议多穴配伍,疗程以4~8周为宜。对于炎症指标显著升高的患者,不推荐单独使用,应强调与规范药物治疗相结合。
5
当前问题和未来展望
炎症已成为冠心病治疗中LDL-C之后的重要干预靶点,冠心病的炎症机制、炎症评估和抗炎治疗的临床循证医学证据积累是今后重要的研究方向。首先,临床医师对冠心病炎症风险的认知尚需进一步深化,在规范应用hs-CRP进行炎症风险评估的基础上,未来应积极探寻敏感度和特异度更高、且更具临床可行性的炎症相关生物标志物和影像学标志物,以提升炎症评估的精准性。其次,冠心病特别是AMI的炎症机制尚未完全清楚,AMI的不同类型和不同阶段,炎症机制不尽相同,亟待阐明。抗炎药物的有效性和安全性,以及抗炎药物的适用人群、启动抗炎治疗的时机、抗炎治疗的时间窗和时长,尚缺乏充分循证医学证据,尤其在一级预防领域,相关证据亟待完善。此外,现有大型临床研究多基于国外人群数据,未来亟需开展针对中国冠心病患者的前瞻性、多中心、大样本随机对照研究,以确立符合中国人群特征的炎症诊疗路径。同时,应高度重视并充分发挥中西医结合在冠心病炎症治疗中的独特优势,以进一步改善冠心病患者的预后。
专家组成员(按姓氏汉语拼音排序):陈 茂(四川大学华西临床医学院)高永红(北京航天总医院)李 军(中国中医科学院广安门医院)李 勇(江苏省人民医院)刘 斌(吉林大学第二医院)刘德平(北京医院)刘国友(首都医科大学宣武医院)刘奕呈(中国中医科学院西苑医院)龙 云(湖南中医药大学第一附属医院)邵正斌(安徽中医药大学第一附属医院)王 乐(河北医科大学第一医院)王 铭(重庆市中医院)王培利(中国中医科学院西苑医院)王 涛(首都医科大学宣武医院)王 震(山东中医药大学附属医院/山东省中医院)吴永健(中国医学科学院阜外医院)夏经钢(首都医科大学宣武医院)杨文钢(上海交通大学医学院附属仁济医院)俞梦越(中国医学科学院阜外医院)张大武(中国中医科学院西苑医院)张 豪(中国医学科学院阜外医院)张 蛟(北京电力医院)张 毅(上海市第十人民医院)赵 昕(大连医科大学附属第二医院)郑 博(北京大学第一医院)
执笔人:王 涛(首都医科大学宣武医院)刘国友(首都医科大学宣武医院)张 豪(中国医学科学院阜外医院)刘奕呈(中国中医科学院西苑医院)
利益冲突:所有作者均声明不存在利益冲突
参考文献(上下滑动阅览)
[1] Björkegren JLM, Lusis AJ. Atherosclerosis: recent developments [J]. Cell, 2022, 185 (10): 1630-1645. DOI:10.1016/j.cell.2022.04.003.[2] 国家心血管病中心。中国心血管健康与疾病报告 2024 概要 [J]. 中国循环杂志,2025, 40 (6): 521-559. DOI:10.3969/j.issn.1000-3614.2025.06.001.[3] Cannon CP, Blazing MA, Giugliano RP, et al. Ezetimibe added to statin therapy after acute coronary syndromes [J]. N Engl J Med, 2015, 372 (25): 2387-2397. DOI:10.1056/NEJMoa1410489.[4] Sabatine MS, Giugliano RP, Keech AC, et al. Evolocumab and clinical outcomes in patients with cardiovascular disease [J]. N Engl J Med, 2017, 376 (18): 1713-1722. DOI:10.1056/NEJMoa1615662.[5] Galli M, Abbate A, Bonaca MP, et al. Residual cardiovascular risk in coronary artery disease: from pathophysiology to established and novel therapies [J]. Nat Rev Cardiol, 2026, 23 (1): 39-59. DOI:10.1038/s41569-026-01249-z.[6] Wulff AB, Nordestgaard BG. Residual cardiovascular risk beyond low-density lipoprotein cholesterol: inflammation, remnant cholesterol, and lipoprotein (a)[J]. Eur Heart J, 2025, 46 (32): 3178-3180. DOI:10.1093/eurheartj/ehaf274.[7] Ridker PM. Residual inflammatory risk: addressing the obverse side of the atherosclerosis prevention coin [J]. Eur Heart J, 2016, 37 (22): 1720-1722. DOI:10.1093/eurheartj/ehw024.[8] Libby P, Soehnlein O. Inflammation in atherosclerosis: lessons and therapeutic implications [J]. Immunity, 2025, 58 (10): 2383-2401. DOI:10.1016/j.immuni.2025.09.012.[9] Ridker PM, Everett BM, Thuren T, et al. Anti-inflammatory therapy with canakinumab for atherosclerotic disease [J]. N Engl J Med, 2017, 377 (12): 1119-1131. DOI:10.1056/NEJMoa1707914.[10] Tardif JC, Kouz S, Waters DD, et al. Efficacy and safety of low-dose colchicine after myocardial infarction [J]. N Engl J Med, 2019, 381 (26): 2497-2505. DOI:10.1056/NEJMoa1912388.[11] Nidorf SM, Fiolet ATL, Mosterd A, et al. Colchicine in patients with chronic coronary disease [J]. N Engl J Med, 2020, 383 (19): 1838-1847. DOI:10.1056/NEJMoa2021372.[12] 陈耀龙,杨克虎,王小钦,等。中国制订 / 修订临床诊疗指南的指导原则 (2022 版)[J]. 中华医学杂志,2022, 102 (10): 697-703. DOI:10.3760/cma.j.cn112137-20211228-02911.[13] Libby P. History of discovery: inflammation in atherosclerosis [J]. Arterioscler Thromb Vasc Biol, 2012, 32 (9): 2045-2051. DOI:10.1161/ATVBAHA.108.179705.[14] Ross R, Glomset JA. Atherosclerosis and the arterial smooth muscle cell: proliferation of smooth muscle is a key event in the genesis of the lesions of atherosclerosis [J]. Science, 1973, 180 (4093): 1332-1339. DOI:10.1126/science.180.4093.1332.[15] Ross R. Atherosclerosis--an inflammatory disease [J]. N Engl J Med, 1999, 340 (2): 115-126. DOI:10.1056/NEJM199901143400207.[16] Libby P. Inflammation in atherosclerosis [J]. Nature, 2002, 420 (6917): 868-874. DOI:10.1038/nature01323.[17] Libby P. The changing landscape of atherosclerosis [J]. Nature, 2021, 592 (7855): 524-533. DOI:10.1038/s41586-021-03392-8.[18] Bay B, Tanner R, Gao M, et al. Residual cholesterol and inflammatory risk in statin-treated patients undergoing percutaneous coronary intervention [J]. Eur Heart J, 2025, 46 (32): 3167-3177. DOI:10.1093/eurheartj/ehaf196.[19] Ridker PM, Lei L, Louie MJ, et al. Inflammation and cholesterol as predictors of cardiovascular events among 13 970 contemporary high-risk patients with statin intolerance [J]. Circulation, 2024, 149 (1): 28-35. DOI:10.1161/CIRCULATIONAHA.123.066213.[20] Ajoolabady A, Pratico D, Lin L, et al. Inflammation in atherosclerosis: pathophysiology and mechanisms [J]. Cell Death Dis, 2024, 15 (11): 817. DOI:10.1038/s41419-024-07166-8.[21] Kong P, Cui ZY, Huang XF, et al. Inflammation and atherosclerosis: signaling pathways and therapeutic intervention [J]. Signal Transduct Target Ther, 2022, 7 (1): 131. DOI:10.1038/s41392-022-00955-7.[22] Mensah GA, Arnold N, Prabhu SD, et al. Inflammation and cardiovascular disease: 2025 ACC scientific statement [J]. J Am Coll Cardiol, 2025, 86 (1): 1-35. DOI:10.1016/j.jacc.2025.08.047.[23] Pearson TA, Mensah GA, Alexander RW, et al. Markers of inflammation and cardiovascular disease: application to clinical and public health practice [J]. Circulation, 2003, 107 (3): 499-511. DOI:10.1161/01.CIR.0000052939.59093.45.[24] Imbesi A, Greco A, Spagnolo M, et al. Targeting inflammation after acute myocardial infarction [J]. J Am Coll Cardiol, 2025, 86 (15): 1146-1169. DOI:10.1016/j.jacc.2025.07.064.[25] Jiang H, Zhou Y, Nabavi SM, et al. Mechanisms of oxidized LDL-mediated endothelial dysfunction and its consequences for the development of atherosclerosis [J]. Front Cardiovasc Med, 2022, 9: 925923. DOI:10.3389/fcvm.2022.925923.[26] Gusev E, Sarapultsev A. Atherosclerosis and inflammation: insights from the theory of general pathological processes [J]. Int J Mol Sci, 2023, 24 (9): 7910. DOI:10.3390/ijms24097910.[27] Kelley N, Jeltema D, Duan Y, et al. The NLRP3 inflammasome: an overview of mechanisms of activation and regulation [J]. Int J Mol Sci, 2019, 20 (13): 3328. DOI:10.3390/ijms20133328.[28] Swirski FK, Nahrendorf M. Cardioimmunology: the immune system in cardiac homeostasis and disease [J]. Nat Rev Immunol, 2018, 18 (12): 733-744. DOI:10.1038/s41577-018-0065-8.[29] Libby P. Mechanisms of acute coronary syndromes and their implications for therapy [J]. N Engl J Med, 2013, 368 (21): 2004-2013. DOI:10.1056/NEJMra1216063.[30] Crea F, Libby P. Acute coronary syndromes: the way forward from mechanisms to precision treatment [J]. Circulation, 2017, 136 (12): 1155-1166. DOI:10.1161/CIRCULATIONAHA.117.029870.[31] Libby P, Pasterkamp G, Crea F, et al. Reassessing the mechanisms of acute coronary syndromes: the “vulnerable plaque” and superficial erosion [J]. Circ Res, 2019, 124 (1): 150-160. DOI:10.1161/CIRCRESAHA.118.311098.[32] Lawler PR, Bhatt DL, Godoy LC, et al. Targeting cardiovascular inflammation: next steps in clinical translation [J]. Eur Heart J, 2021, 42 (1): 113-131. DOI:10.1093/eurheartj/ehaa099.[33] Ridker PM. A test in context: high-sensitivity C-reactive protein [J]. J Am Coll Cardiol, 2016, 67 (6): 712-723. DOI:10.1016/j.jacc.2015.11.037.[34] Kurt B, Reugels M, Schneider KM, et al. C-reactive protein and cardiovascular risk in the general population [J]. Eur Heart J, 2025, 46 (39): 3841-3849. DOI:10.1093/eurheartj/ehaf937.[35] Ridker PM, Moorthy MV, Cook NR, et al. Inflammation, cholesterol, lipoprotein (a) and 30-year cardiovascular outcomes in women [J]. N Engl J Med, 2024, 391 (22): 2087-2097. DOI:10.1056/NEJMoa2405182.[36] Kraaijenhof JM, Nurmohamed NS, Nordestgaard AT, et al. Low-density lipoprotein cholesterol, C-reactive protein, and lipoprotein (a) universal one-time screening in primary prevention: the EPIC-Norfolk study [J]. Eur Heart J, 2025, 46 (39): 3875-3884. DOI:10.1093/eurheartj/ehaf209.[37] Mazhar F, Faucon AL, Fu EL, et al. Systemic inflammation and health outcomes in patients receiving treatment for atherosclerotic cardiovascular disease [J]. Eur Heart J, 2024, 45 (44): 4719-4730. DOI:10.1093/eurheartj/ehae557.[38] Ridker PM, Bhatt DL, Pradhan AD, et al. Inflammation and cholesterol as predictors of cardiovascular events among patients receiving statin therapy: a collaborative analysis of three randomised trials [J]. Lancet, 2023, 401 (10384): 1293-1301. DOI:10.1016/S0140-6736 (23) 00215-5.[39] Ridker PM. From C-reactive protein to interleukin-6 to interleukin-1: moving upstream to identify novel targets for atheroprotection [J]. Circ Res, 2016, 118 (1): 145-156. DOI:10.1161/CIRCRESAHA.115.306656.[40] Ferencik M, Mayrhofer T, Lu MT, et al. Coronary atherosclerosis, cardiac troponin, and interleukin-6 in patients with chest pain: the PROMISE trial results [J]. JACC Cardiovasc Imaging, 2022, 15 (8): 1427-1438. DOI:10.1016/j.jcmg.2022.03.016.[41] Bhatia HS, McParland J, Rikhi R, et al. Association of lipoprotein (a) and interleukin-6 with cardiovascular risk: MESA and UK Biobank [J]. J Am Coll Cardiol, 2025, 86 (21): 2000-2013. DOI:10.1016/j.jacc.2025.08.101.[42] Held C, White HD, Stewart RAH, et al. Inflammatory biomarkers interleukin-6 and C-reactive protein and outcomes in stable coronary heart disease: experiences from the STABILITY trial [J]. J Am Heart Assoc, 2017, 6 (10): e005077. DOI:10.1161/JAHA.116.005077.[43] Ridker PM, Devalaraja M, Baeres FMM, et al. IL-6 inhibition with ziltivekimab in patients at high atherosclerotic risk (RESCUE): a double-blind, randomised, placebo-controlled, phase 2 trial [J]. Lancet, 2021, 397 (10289): 2060-2069. DOI:10.1016/S0140-6736 (21) 00520-1.[44] Spray L, Richardson G, Haendeler J, et al. Cardiovascular inflammaging: mechanisms, consequences, and therapeutic perspectives [J]. Cell Rep Med, 2025, 6 (9): 102264. DOI:10.1016/j.xcrm.2025.102264.[45] West HW, Dangas K, Antoniades C. Advances in clinical imaging of vascular inflammation [J]. JACC Basic Transl Sci, 2024, 9 (5): 710-732. DOI:10.1016/j.jacbts.2023.10.007.[46] Antonopoulos AS, Sanna F, Sabharwal N, et al. Detecting human coronary inflammation by imaging perivascular fat [J]. Sci Transl Med, 2017, 9 (398): eaal2658. DOI:10.1126/scitranslmed.aal2658.[47] Lee SE, Sung JM, Andreini D, et al. Association between changes in perivascular adipose tissue density and plaque progression [J]. JACC Cardiovasc Imaging, 2022, 15 (10): 1760-1767. DOI:10.1016/j.jcmg.2022.04.016.[48] Kuneman JH, van Rosendael SE, van der Bijl P, et al. Pericoronary adipose tissue attenuation in patients with acute coronary syndrome versus stable coronary artery disease [J]. Circ Cardiovasc Imaging, 2023, 16 (2): e014672. DOI:10.1161/CIRCIMAGING.122.014672.[49] Goeller M, Achenbach S, Cadet S, et al. Pericoronary adipose tissue computed tomography attenuation and high-risk plaque characteristics in acute coronary syndrome compared with stable coronary artery disease [J]. JAMA Cardiol, 2018, 3 (9): 858-863. DOI:10.1001/jamacardio.2018.1997.[50] Oikonomou EK, Marwan M, Desai MY, et al. Non-invasive detection of coronary inflammation using computed tomography and prediction of residual cardiovascular risk (the CRISP CT study): a post-hoc analysis of prospective outcome data [J]. Lancet, 2018, 392 (10151): 929-939. DOI:10.1016/S0140-6736 (18) 31114-0.[51] Chan K, Wahome E, Tsiachristas A, et al. Inflammatory risk and cardiovascular events in patients without obstructive coronary artery disease (the oxford risk factors and non-invasive imaging study): a multicentre, longitudinal cohort study [J]. Lancet, 2024, 403 (10444): 2606-2618. DOI:10.1016/S0140-6736 (24) 00596-8.[52] Dai X, Yu L, Lu Z, et al. Serial change of perivascular fat attenuation index after statin treatment: insights from a coronary CT angiography follow-up study [J]. Int J Cardiol, 2020, 319: 144-149. DOI:10.1016/j.ijcard.2020.06.008.[53] Elnabawi YA, Oikonomou EK, Dey AK, et al. Association of biologic therapy with coronary inflammation in patients with psoriasis as assessed by perivascular fat attenuation index [J]. JAMA Cardiol, 2019, 4 (9): 885-891. DOI:10.1001/jamacardio.2019.2589.[54] Fiolet ATL, Lin A, Kwiecinski J, et al. Effect of low-dose colchicine on pericoronary inflammation and coronary plaque composition in chronic coronary disease: a subanalysis of the LoDoCo2 trial [J]. Heart, 2025, 111 (23): 1156-1163. DOI:10.1136/heartjnl-2024-325527.[55] Grodecki K, Geers J, Kwiecinski J, et al. Phenotyping atherosclerotic plaque and perivascular adipose tissue: signaling pathways and clinical biomarkers in atherosclerosis [J]. Nat Rev Cardiol, 2025, 22 (6): 443-455. DOI:10.1038/s41569-024-01110-1.[56] Mézquita AJV, Biavati F, Falk V, et al. Clinical quantitative coronary artery stenosis and coronary atherosclerosis imaging: a Consensus Statement from the Quantitative Cardiovascular Imaging Study Group [J]. Nat Rev Cardiol, 2023, 20 (10): 696-714. DOI:10.1038/s41569-023-00880-4.[57] Moon SH, Cho YS, Noh TS, et al. Carotid FDG uptake improves prediction of future cardiovascular events in asymptomatic individuals [J]. JACC Cardiovasc Imaging, 2015, 8 (8): 949-956. DOI:10.1016/j.jcmg.2015.06.002.[58] Figueroa AL, Abdelbaky A, Truong QA, et al. Measurement of arterial activity on routine FDG PET/CT images improves prediction of risk of future CV events [J]. JACC Cardiovasc Imaging, 2013, 6 (12): 1250-1259. DOI:10.1016/j.jcmg.2013.08.006.[59] Joshi NV, Vesey AT, Williams MC, et al. 18F-fluoride positron emission tomography for identification of ruptured and high-risk coronary atherosclerotic plaques: a prospective clinical trial [J]. Lancet, 2014, 383 (9918): 705-713. DOI:10.1016/S0140-6736 (13) 61754-7.[60] Maier A, Teunissen AJP, Nauta SA, et al. Uncovering atherosclerotic cardiovascular disease by PET imaging [J]. Nat Rev Cardiol, 2024, 21 (9): 632-651. DOI:10.1038/s41569-024-01009-x.[61] Pagidipati NJ, Taub PR, Ostfeld RJ, et al. Dietary patterns to promote cardiometabolic health [J]. Nat Rev Cardiol, 2025, 22 (1): 38-46. DOI:10.1038/s41569-024-01061-7.[62] Yannakoulia M, Scarmeas N. Diets [J]. N Engl J Med, 2024, 390 (22): 2098-2106. DOI:10.1056/NEJMra2211889.[63] Estruch R, Ros E, Salas-Salvadó J, et al. Primary prevention of cardiovascular disease with a mediterranean diet supplemented with extra virgin olive oil or nuts [J]. N Engl J Med, 2018, 378 (25): e34. DOI:10.1056/NEJMoa1800389.[64] Delgado-Lista J, Alcala-Diaz JF, Torres-Peña JD, et al. Long-term secondary prevention of cardiovascular disease with a Mediterranean diet and a low-fat diet (CORDIOPREV): a randomised controlled trial [J]. Lancet, 2022, 399 (10338): 1876-1885. DOI:10.1016/S0140-6736 (22) 00122-2.[65] Arnett DK, Blumenthal RS, Albert MA, et al. 2019 ACC/AHA guideline on the primary prevention of cardiovascular disease [J]. Circulation, 2019, 140 (11): e596-e646. DOI:10.1161/CIR.0000000000000678.[66] Virani SS, Newby LK, Arnold SV, et al. 2023 AHA/ACC/ACCP/ASPC/NLA/PCNA guideline for the management of patients with chronic coronary disease [J]. Circulation, 2023, 148 (9): e99-e119. DOI:10.1161/CIR.0000000000001168.[67] Visseren FLJ, Mach F, Smulders YM, et al. 2021 ESC guidelines on cardiovascular disease prevention in clinical practice [J]. Eur Heart J, 2021, 42 (34): 3227-3337. DOI:10.1093/eurheartj/ehab484.[68] Kasapis C, Thompson PD. The effects of physical activity on serum C-reactive protein and inflammatory markers: a systematic review [J]. J Am Coll Cardiol, 2005, 45 (10): 1563-1569. DOI:10.1016/j.jacc.2004.12.077.[69] Tucker WJ, Fegers-Wustrow I, Halle M, et al. Exercise for primary and secondary prevention of cardiovascular disease [J]. J Am Coll Cardiol, 2022, 80 (11): 1091-1106. DOI:10.1016/j.jacc.2022.07.004.[70] Pelliccia A, Sharma S, Gati S, et al. 2020 ESC guidelines on sports cardiology and exercise in patients with cardiovascular disease [J]. Eur Heart J, 2021, 42 (1): 17-96. DOI:10.1093/eurheartj/ehaa605.[71] Powell-Wiley TM, Poirier CP, Burke VCLE, et al. Obesity and cardiovascular disease [J]. Circulation, 2021, 143 (21): e984-e1010. DOI:10.1161/CIR.0000000000000973.[72] Heffron SP, Parham JS, Pendse J, et al. Treatment of obesity in mitigating metabolic risk [J]. Circ Res, 2020, 126 (11): 1646-1665. DOI:10.1161/CIRCRESAHA.119.315897.[73] Yao Z, Tasdighi E, Dardari ZA, et al. Differential associations of cigar, pipe, and smokeless tobacco use versus combustible cigarette use with subclinical markers of inflammation, thrombosis, and atherosclerosis: the cross-cohort collaboration-tobacco working group [J]. Circulation, 2025, 151 (14): 993-1005. DOI:10.1161/CIRCULATIONAHA.124.070852.[74] Fredman G, Serhan CN. Specialized pro-resolving mediators in vascular inflammation and atherosclerotic cardiovascular disease [J]. Nat Rev Cardiol, 2024, 21 (11): 808-823. DOI:10.1038/s41569-023-00984-x.[75] Yao Z, Tasdighi E, Dardari ZA, et al. Association between cigarette smoking and subclinical markers of cardiovascular harm [J]. J Am Coll Cardiol, 2025, 85 (10): 1018-1034. DOI:10.1016/j.jacc.2024.12.032.[76] Jain MK, Ridker PM. Anti-inflammatory effects of statins: clinical evidence and basic mechanisms [J]. Nat Rev Drug Discov, 2005, 4 (12): 977-987. DOI:10.1038/nrd1901.[77] Oesterle A, Laufs U, Liao JK. Pleiotropic effects of statins on the cardiovascular system [J]. Circ Res, 2017, 120 (1): 229-243. DOI:10.1161/CIRCRESAHA.116.308537.[78] Ridker PM, Danielson E, Fonseca FAH, et al. Rosuvastatin to prevent vascular events in men and women with elevated C-reactive protein [J]. N Engl J Med, 2008, 359 (21): 2195-2207. DOI:10.1056/NEJMoa0807646.[79] Taguchi I, Iimuro S, Iwata H, et al. High-dose versus low-dose pitavastatin in Japanese patients with stable coronary artery disease (REAL-CAD)[J]. Circulation, 2018, 137 (19): 1997-2009. DOI:10.1161/CIRCULATIONAHA.117.032615.[80] Nissen SE, Tuzcu EM, Schoenhagen P, et al. Effect of intensive compared with moderate lipid-lowering therapy on progression of coronary atherosclerosis: a randomized controlled trial [J]. JAMA, 2004, 291 (9): 1071-1080. DOI:10.1001/jama.291.9.1071.[81] Cohen B, Singh D. C-reactive protein levels and outcomes after statin therapy [J]. N Engl J Med, 2005, 352 (15): 1603-1605. DOI:10.1056/NEJM200504143521519.[82] 中国血脂管理指南修订联合专家委员会。中国血脂管理指南 (2023 年)[J]. 中华心血管病杂志,2023, 51 (3): 221-255. DOI:10.3760/cma.j.cn112148-20230119-00038.[83] Ballantyne CM, Hovingh GK, Davidson MH, et al. Effect of ezetimibe coadministered with atorvastatin in 628 patients with primary hypercholesterolemia: a prospective, randomized, double-blind trial [J]. Circulation, 2003, 107 (19): 2409-2415. DOI:10.1161/01.CIR.0000068312.21969.C8.[84] Bohula EA, Giugliano RP, Cannon CP, et al. Achievement of dual low-density lipoprotein cholesterol and high-sensitivity C-reactive protein targets more frequent with the addition of ezetimibe to simvastatin and associated with better outcomes in IMPROVE-IT [J]. Circulation, 2015, 132 (13): 1224-1233. DOI:10.1161/CIRCULATIONAHA.115.018381.[85] Arabi SM, Chambari M, Malek-Ahmadi M, et al. The effect of statin therapy in combination with ezetimibe on circulating C-reactive protein levels: a systematic review and meta-analysis of randomized controlled trials [J]. Inflammopharmacology, 2022, 30 (5): 1597-1615. DOI:10.1007/s10787-022-01053-4.[86] Stiekema LCA, Stroes ESG, Verweij SL, et al. Persistent arterial wall inflammation in patients with elevated lipoprotein (a) despite strong low-density lipoprotein cholesterol reduction by proprotein convertase subtilisin/kexin type 9 antibody treatment [J]. Eur Heart J, 2019, 40 (33): 2775-2781. DOI:10.1093/eurheartj/ehy862.[87] Nicholls SJ, Puri R, Anderson T, et al. Effect of evolocumab on progression of coronary disease in statin-treated patients: the GLAGOV randomized clinical trial [J]. JAMA, 2016, 316 (22): 2373-2381. DOI:10.1001/jama.2016.16951.[88] Bohula EA, Giugliano RP, Leiter LA, et al. Inflammatory and cholesterol risk in the FOURIER trial [J]. Circulation, 2018, 138 (2): 131-140. DOI:10.1161/CIRCULATIONAHA.118.034032.[89] Pinkosky SL, Newton RS, Day EA, et al. Liver-specific ATP-citrate lyase inhibition by bempedoic acid decreases LDL-C and attenuates atherosclerosis [J]. Nat Commun, 2016, 7: 13457. DOI:10.1038/ncomms13457.[90] Nissen SE, Lincoff AM, Brennan DM, et al. Bempedoic acid and cardiovascular outcomes in statin-intolerant patients [J]. N Engl J Med, 2023, 388 (15): 1353-1364. DOI:10.1056/NEJMoa2215024.[91] Ballantyne CM, Laufs U, Ray KK, et al. Bempedoic acid plus ezetimibe fixed-dose combination in patients with hypercholesterolemia and high CVD risk treated with maximally tolerated statin therapy [J]. Eur J Prev Cardiol, 2020, 27 (6): 593-603. DOI:10.1177/2047487319864671.[92] Mach F, Koskinas KC, Roeters van Lennep JE, et al. 2025 focused update of the 2019 ESC/EAS guidelines for the management of dyslipidaemias [J]. Eur Heart J, 2025, 46 (42): 4359-4378. DOI:10.1093/eurheartj/ehaf190.[93] Zhang FS, He QZ, Qin CH, et al. Therapeutic potential of colchicine in cardiovascular medicine: a pharmacological review [J]. Acta Pharmacol Sin, 2022, 43 (9): 2173-2190. DOI:10.1038/s41401-021-00835-w.[94] Buckley LF, Libby P. Colchicine’s role in cardiovascular disease management [J]. Arterioscler Thromb Vasc Biol, 2024, 44 (5): 1031-1041. DOI:10.1161/ATVBAHA.124.319851.[95] d’Entremont MA, Poorthuis MHF, Fiolet ATL, et al. Colchicine for secondary prevention of vascular events: a meta-analysis of trials [J]. Eur Heart J, 2025, 46 (26): 2564-2575. DOI:10.1093/eurheartj/ehaf210.[96] Vrints CJ, Andreotti F, Koskinas KC, et al. 2024 ESC guidelines for the management of chronic coronary syndromes [J]. Eur Heart J, 2024, 45 (36): 3415-3537. DOI:10.1093/eurheartj/ehae177.[97] 中华医学会心血管病学分会,中华心血管病杂志编辑委员会。中国慢性冠脉综合征患者诊断及管理指南 [J]. 中华心血管病杂志,2024, 52 (6): 589-614. DOI:10.3760/cma.j.cn112148-20240325-00168.[98] Jolly SS, d’Entremont MA, Lee SF, et al. Colchicine in acute myocardial infarction [J]. N Engl J Med, 2025, 392 (7): 633-642. DOI:10.1056/NEJMoa2405922.[99] Nidorf SM, Ben-Chetrit E, Ridker PM. Low-dose colchicine for atherosclerosis: long-term safety [J]. Eur Heart J, 2024, 45 (18): 1596-1601. DOI:10.1093/eurheartj/ehae208.[100] Robinson PC, Terkeltaub R, Pillinger MH, et al. Consensus statement regarding the efficacy and safety of long-term low-dose colchicine in gout and cardiovascular disease [J]. Am J Med, 2022, 135 (1): 32-38. DOI:10.1016/j.amjmed.2021.07.025.[101] 中华预防医学会风湿病预防专业委员会。痛风抗炎症治疗指南 (2025 版)[J]. 中国预防医学杂志,2025, 26 (11): 1302-1328. DOI:10.16506/j.1009-6639.2025.11.004.[102] Abbate A, Toldo S, Marchetti C, et al. Interleukin-1 and the inflammasome as therapeutic targets in cardiovascular disease [J]. Circ Res, 2020, 126 (9): 1260-1280. DOI:10.1161/CIRCRESAHA.120.315937.[103] Abbate A, Van Tassell BW, Bogin V, et al. Results of international, double-blind, randomized, placebo-controlled, phase Ⅱa study of interleukin-1 blockade with RPH-104 (goflikicept) in patients with ST-segment-elevation myocardial infarction (STEMI)[J]. Circulation, 2024, 150 (7): 580-582. DOI:10.1161/CIRCULATIONAHA.124.069396.[104] Abbate A, Trankle CR, Buckley LF, et al. Interleukin-1 blockade inhibits the acute inflammatory response in patients with ST-segment-elevation myocardial infarction [J]. J Am Heart Assoc, 2020, 9 (5): e014941. DOI:10.1161/JAHA.119.014941.[105] Kleveland OI, Kunszt G, Bratlie M, et al. Effect of a single dose of the interleukin-6 receptor antagonist tocilizumab on inflammation and troponin T release in patients with non-ST-elevation myocardial infarction: a double-blind, randomized, placebo-controlled phase 2 trial [J]. Eur Heart J, 2016, 37 (30): 2406-2413. DOI:10.1093/eurheartj/ehw171.[106] Kidney Disease: Improving Global Outcomes (KDIGO) CKD Work Group. KDIGO 2024 clinical practice guideline for the evaluation and management of chronic kidney disease [J]. Kidney Int, 2024, 105 (4S): S117-S314. DOI:10.1016/j.kint.2023.10.018.[107] 中华医学会糖尿病学分会。中国糖尿病防治指南 (2024 版)[J]. 中华糖尿病杂志,2025, 17 (1): 16-139. DOI:10.3760/cma.j.cn115791-20241203-00705.[108] McDonagh TA, Metra M, Adamo M, et al. 2023 focused update of the 2021 ESC guidelines for the diagnosis and treatment of acute and chronic heart failure [J]. Eur Heart J, 2023, 44 (37): 3627-3639. DOI:10.1093/eurheartj/ehad195.[109] Hogan AE, Davis C, Jenkins BJ, et al. Repurposing metabolic drugs as anti-inflammatory agents [J]. Trends Endocrinol Metab, 2025, 36 (7): 467-479. DOI:10.1016/j.tem.2025.07.003.[110] Preda A, Montecucco F, Carbone F, et al. SGLT2 inhibitors: from glucose-lowering to cardiovascular benefits [J]. Cardiovasc Res, 2024, 120 (5): 443-460. DOI:10.1093/cvr/cvae047.[111] Zheng Z, Zong Y, Ma Y, et al. Glucagon-like peptide-1 receptor: mechanisms and advances in therapy [J]. Signal Transduct Target Ther, 2024, 9: 234. DOI:10.1038/s41392-024-01931-z.[112] Gerstein HC, Colhoun HM, Dagenais GR, et al. Dulaglutide and cardiovascular outcomes in type 2 diabetes (REWIND): a double-blind, randomised placebo-controlled trial [J]. Lancet, 2019, 394 (10193): 121-130. DOI:10.1016/S0140-6736 (19) 31149-3.[113] Marso SP, Bain SC, Consoli A, et al. Semaglutide and cardiovascular outcomes in patients with type 2 diabetes [J]. N Engl J Med, 2016, 375 (19): 1834-1844. DOI:10.1056/NEJMoa1607141.[114] Marso SP, Daniels GH, Brown-Frandsen K, et al. Liraglutide and cardiovascular outcomes in type 2 diabetes [J]. N Engl J Med, 2016, 375 (4): 311-322. DOI:10.1056/NEJMoa1603827.[115] Lincoff AM, Brown-Frandsen K, Colhoun HM, et al. Semaglutide and cardiovascular outcomes in obesity without diabetes [J]. N Engl J Med, 2023, 389 (24): 2221-2232. DOI:10.1056/NEJMoa2307563.[116] Packer M, Zile MR, Kramer CM, et al. Tirzepatide for heart failure with preserved ejection fraction and obesity [J]. N Engl J Med, 2025, 392 (5): 427-437. DOI:10.1056/NEJMoa2410027.[117] Kosiborod MN, Petrie MC, Borlaug BA, et al. Semaglutide in patients with obesity-related heart failure and type 2 diabetes [J]. N Engl J Med, 2024, 390 (15): 1394-1407. DOI:10.1056/NEJMoa2313917.[118] 中国医疗保健国际交流促进会心血管病学分会。冠心病合并 2 型糖尿病患者的血糖管理专家共识 [J]. 中国循环杂志,2024, 39 (4): 342-352. DOI:10.3969/j.issn.1000-3614.2024.04.003.[119] American Diabetes Association. 9. Pharmacologic approaches to glycemic treatment: Standards of Care in Diabetes-2026 [J]. Diabetes Care, 2026, 49 (Suppl 1): S183-S215. DOI:10.2337/dc26-S009.[120] He L, Wang J, Ping F, et al. Association of glucagon-like peptide-1 receptor agonist use with risk of gallbladder and biliary diseases: a systematic review and meta-analysis of randomized clinical trials [J]. JAMA Intern Med, 2022, 182 (5): 513-519. DOI:10.1001/jamainternmed.2022.0338.[121] 刘培,俞赟丰,杨欣雨,等。基于 “痰、瘀、毒” 理论探讨冠心病炎症机制和中药干预策略 [J]. 中国实验方剂学杂志,2023, 29 (12): 185-191. DOI:10.13422/j.cnki.syfjx.202202123.[122] 中国中医药研究促进会中西医结合心血管病预防与康复专业委员会。稳定性冠心病中西医结合康复治疗专家共识 [J]. 中西医结合心脑血管病杂志,2019, 17 (3): 321-329. DOI:10.12102/j.issn.1672-1349.2019.03.001.[123] 中华中医药学会心血管病分会。冠心病稳定型心绞痛中医诊疗指南 [J]. 中医杂志,2019, 60 (21): 1880-1890. DOI:10.13288/j.11-2166/r.2019.21.015.[124] 中医临床诊疗指南制修订项目组不稳定型心绞痛项目组。不稳定型心绞痛中医诊疗专家共识 [J]. 中医杂志,2022, 63 (7): 695-700. DOI:10.13288/j.11-2166/r.2022.07.016.[125] 《冠状动脉微血管病中西医结合诊疗指南》项目组。冠状动脉微血管病中西医结合诊疗指南 [J]. 中国中西医结合杂志,2023, 43 (9): 1029-1039.[126] 世界中医药联合会心血管病专业委员会,中国中西医结合学会心血管病专业委员会,等。冠状动脉血运重建术后心绞痛中西医结合诊疗指南 [J]. 中国中西医结合杂志,2020, 40 (11): 1298-1307. DOI:10.7661/j.cjim.20200917.181.[127] 中国康复医学会心脏介入治疗与康复专业委员会,等。经皮冠状动脉介入术后中西医结合心脏康复专家共识 [J]. 中国康复医学杂志,2022, 37 (11): 1517-1528. DOI:10.3969/j.issn.1001-1242.2022.11.013.[128] 吴茜,侯信铮,吕乾瑜,等。痰瘀同治法 (丹蒌片) 对动脉粥样硬化患者血管内皮功能的作用 [J]. 中国实验方剂学杂志,2025, 31 (12): 168-175. DOI:10.13422/j.cnki.syfjx.20251191.[129] Zhao SP, Liu L, Cheng YC, et al. Xuezhikang, an extract of cholestin, protects endothelial function through antiinflammatory and lipid-lowering mechanisms in patients with coronary heart disease [J]. Circulation, 2004, 110 (8): 915-920. DOI:10.1161/01.CIR.0000139985.81163.CE.[130] 陈其军,张春伟,周阳。心通口服液对急性心肌梗死后心力衰竭 (气虚痰瘀互阻证) 心功能的改善作用 [J]. 中国实验方剂学杂志,2020, 26 (24): 128-133. DOI:10.13422/j.cnki.syfjx.20200932.[131] Fan Y, Liu J, Miao J, et al. Anti-inflammatory activity of the Tongmai Yangxin pill in the treatment of coronary heart disease is associated with estrogen receptor and NF-κB signaling pathway [J]. J Ethnopharmacol, 2021, 276: 114106. DOI:10.1016/j.jep.2021.114106.[132] Yang Y, Li X, Chen G, et al. Traditional Chinese medicine compound (Tongxinluo) and clinical outcomes of patients with acute myocardial infarction: the CTS-AMI randomized clinical trial [J]. JAMA, 2023, 330 (16): 1534-1545. DOI:10.1001/jama.2023.19524.[133] Lin YJ, Jiao KL, Liu B, et al. Antiplatelet and myocardial protective effect of Shexiang Tongxin Dropping Pill in patients undergoing percutaneous coronary intervention: a randomized controlled trial [J]. J Integr Med, 2022, 20 (2): 126-134. DOI:10.1016/j.joim.2022.01.001.[134] 邓彬,陶陶,王宏,等。复方丹参滴丸对气虚血瘀型冠心病三维超声心动图变化及白细胞衍生炎症指标的影响 [J]. 中华中医药学刊,2025, 43 (3): 219-222. DOI:10.13193/j.issn.1673-7717.2025.03.042.[135] Ma XJ, Duan WH, Zhang Y, et al. Combination of activating blood circulation and detoxifying Chinese medicines played an anti-inflammatory role in unstable angina patients after percutaneous coronary intervention: a multicenter, open-labeled, randomized controlled trial [J]. Chin J Integr Med, 2021, 27 (11): 803-810. DOI:10.1007/s11655-021-2878-8.[136] 高翔,李思铭,高铸烨,等。清心解瘀方干预高炎症反应性稳定性冠心病随机双盲安慰剂对照研究 [J]. 中国中西医结合杂志,2022, 42 (8): 947-953. DOI:10.7661/j.cjim.20220507.051.[137] Wu M, Yang S, Liu G, et al. Treating unstable angina with detoxifying and blood-activating formulae: a randomized controlled trial [J]. J Ethnopharmacol, 2021, 281: 114530. DOI:10.1016/j.jep.2021.114530.[138] 陈成,张旺生,陈永忠,等。冠心 Ⅱ 号方对热毒血瘀型老年稳定性心绞痛患者超敏 C 反应蛋白及血栓状态的影响 [J]. 福建中医药,2018, 49 (4): 7-9. DOI:10.13260/j.cnki.jfjtcm.011652.[139] 王宁,陈慧,卢圣锋,等。针刺内关对慢性稳定型心绞痛患者中性粒细胞与淋巴细胞比率的影响 [J]. 中国针灸,2015, 35 (5): 417-421. DOI:10.13703/j.0255-2930.2015.05.001.[140] Feng B, Sun Y, Liu L, et al. Transcutaneous electrical acupuncture point stimulation is cardioprotective for patients with stable ischemic heart disease [J]. Am J Cardiol, 2023, 206: 202-209. DOI:10.1016/j.amjcard.2023.08.062.[141] 张洁,吴勇宏。温针灸联合药物治疗稳定型心绞痛合并抑郁的疗效观察及对血清 resistin 和 adropin 水平的影响 [J]. 上海针灸杂志,2023, 42 (4): 342-347. DOI:10.13460/j.issn.1005-0957.2023.04.0342.[142] 胡智超,赵华云,王文会,等。针刺联合左卡尼汀对心肌梗死伴心律失常患者 MMP-9、PⅢNP、Gal-3 水平的影响 [J]. 上海针灸杂志,2022, 41 (2): 111-116. DOI:10.13460/j.issn.1005-0957.2022.02.0111.[143] Zhao FC, Gao YL, Cai HS, et al. Effect of transcutaneous electric acupoints stimulation on vascular endothelial function and inflammatory factors after percutaneous coronary intervention [J]. Acupunct Res, 2021, 46 (8): 684-689. DOI:10.13702/j.1000-0607.200784.[144] 张迪,李鸿鹏,马江,等。眼针带针运动对经皮冠状动脉介入术治疗患者术后心率变异性及预后的影响研究 [J]. 中国全科医学,2023, 26 (36): 4535-4544. DOI:10.12114/j.issn.1007-9572.2022.0881.[145] 史胜哲,杨延超,李阳,等。电针内关对冠心病患者围术期细胞炎性因子的影响 [J]. 现代生物医学进展,2017, 17 (9): 1659-1662. DOI:10.13241/j.cnki.pmb.2017.09.015.[146] 褚敏,高彦彩,李磊,等。活血散风针刺法对冠心病伴高血压患者 PCI 围术期血压、术后血管内皮功能及冠脉再狭窄风险的影响 [J]. 辽宁中医杂志,2025, 52 (5): 97-100. DOI:10.13192/j.issn.1000-1719.2025.05.027.[147] Wang Q, Liang D, Wang F, et al. Efficacy of electroacupuncture pretreatment for myocardial injury in patients undergoing percutaneous coronary intervention: a randomized clinical trial with a 2-year follow-up [J]. Int J Cardiol, 2015, 194: 28-35. DOI:10.1016/j.ijcard.2015.05.043.[148] Mao S, Zhang X, Chen M, et al. Beneficial effects of baduanjin exercise on left ventricular remodelling in patients after acute myocardial infarction: an exploratory clinical trial and proteomic analysis [J]. Cardiovasc Drugs Ther, 2021, 35 (1): 21-32. DOI:10.1007/s10557-020-07047-0.[149] Li J, Yu M, Wang Y, et al. Baduanjin for ischemic heart failure with mildly reduced/preserved ejection fraction (BEAR Trial): a randomized controlled trial [J]. J Evid-Based Med, 2024, 17 (3): 526-534. DOI:10.1111/jebm.12631.[150] 魏秋阳,彭芳,李亚梦,等. 12 周太极心脏康复方案对冠心病患者炎症因子及黏附分子的影响 [J]. 中国康复医学杂志,2024, 39 (12): 1790-1796. DOI:10.3969/j.issn.1001-1242.2024.12.007.[151] 侯春蕾,符德玉,周训杰,等。穴位贴敷治疗稳定性心绞痛血瘀证的疗效观察 [J]. 上海针灸杂志,2024, 43 (9): 979-986. DOI:10.13460/j.issn.1005-0957.2024.09.0979.[152] 王忠良,刘敏,梁田,等。心脉通贴散穴位贴敷联合西药治疗冠心病不稳定型心绞痛 40 例临床观察 [J]. 中医杂志,2018, 59 (11): 952-955. DOI:10.13288/j.11-2166/r.2018.11.013.[153] 韦婧,高晨。琥珀宁心包热熨治疗稳定性冠心病临床疗效及对血清炎症因子的影响 [J]. 山东中医杂志,2023, 42 (9): 917-922, 974. DOI:10.16295/j.cnki.0257-358x.2023.09.003.
来源:中国循环杂志
END
声明:本站旨在分享医学专业信息,仅供医疗卫生行业专业人士阅读参考,不针对普通大众。文内信息版权属于持有人,所有信息仅供学术参考,不构成任何医疗决策和诊疗依据,如遇健康问题请前往正规医院就诊。本站发布内容和观点不代表本站立场,如有侵权,请联系我们删除。未经许可,禁止转载。
点击 “阅读原文 进入“365医学网”
100 项与 辛伐他汀 相关的药物交易
登录后查看更多信息
研发状态
批准上市
10 条最早获批的记录, 后查看更多信息
登录
| 适应症 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|
| V型高脂蛋白血症 | 中国 | 1997-01-01 | |
| 冠状动脉疾病 | 美国 | 1991-12-23 | |
| 家族性高胆固醇血症 | 日本 | 1991-10-04 | |
| 高脂血症 | 日本 | 1991-10-04 | |
| 冠心病 | 澳大利亚 | 1991-09-12 | |
| 杂合子家族性高胆固醇血症 | 澳大利亚 | 1991-09-12 | |
| 高胆固醇血症 | 澳大利亚 | 1991-09-12 | |
| 脑卒中 | 澳大利亚 | 1991-09-12 |
未上市
10 条进展最快的记录, 后查看更多信息
登录
| 适应症 | 最高研发状态 | 国家/地区 | 公司 | 日期 |
|---|---|---|---|---|
| 糖尿病 | 临床3期 | - | 2006-09-01 | |
| 家族性混合型高脂血症 | 临床3期 | - | 2006-01-24 | |
| 原发性高胆固醇血症 | 临床3期 | - | 2002-09-01 | |
| 合并高脂血症 | 临床3期 | - | 2002-05-01 | |
| 2型糖尿病 | 临床3期 | - | 2001-12-01 | |
| 纯合子家族性高胆固醇血症 | 临床3期 | - | 2000-05-03 | |
| 急性冠状动脉综合征 | 临床3期 | - | 1999-11-01 | |
| 胸痛 | 临床3期 | - | 1999-11-01 | |
| 心肌梗塞 | 临床3期 | 英国 | 1998-07-01 | |
| 颈动脉狭窄 | 临床2期 | - | 2009-04-01 |
登录后查看更多信息
临床结果
临床结果
适应症
分期
评价
查看全部结果
| 研究 | 分期 | 人群特征 | 评价人数 | 分组 | 结果 | 评价 | 发布日期 |
|---|
临床2期 | 85 | 糧淵壓膚鬱蓋積齋窪醖(簾範淵餘鹽糧鬱獵膚憲) = 簾憲範網艱觸鹹觸淵鬱 鹽淵繭齋艱觸廠襯糧鬱 (製窪選觸窪鹹艱選鏇構 ) 更多 | 不佳 | 2026-01-02 | |||
Placebo | 觸醖鹽選窪簾鑰齋憲廠(製糧簾襯窪遞醖襯願製) = 鹽齋鏇鏇襯廠觸襯齋鑰 鏇夢壓憲範夢廠糧鹹壓 (鬱鑰積糧獵鹽蓋選淵範 ) 更多 | ||||||
临床2期 | 161 | 鬱選鏇糧選齋鹹窪壓製(窪鑰餘鏇餘願鹽簾餘壓) = 鏇範築壓選鹽夢鬱醖餘 壓膚製艱齋窪淵餘鹽餘 (獵淵膚觸餘鏇製鹹鹹繭, -2.08 ~ 3.02) | 不佳 | 2025-08-01 | |||
Placebo | 窪衊襯淵鏇範獵齋蓋壓(遞製構膚製壓範膚憲糧) = 繭顧簾窪構鏇觸淵鹽獵 築網選蓋範繭糧蓋襯鏇 (鏇淵構範鬱觸膚鹹廠鹹, -0.28 ~ 1.42) | ||||||
临床2期 | 40 | (Simvastatin) | 簾鑰餘壓繭願積窪製選(觸鹽獵顧獵鏇繭鏇夢鬱) = 醖蓋淵鏇網夢廠範膚選 網窪蓋糧願襯網獵糧築 (鹽鏇積淵壓網簾顧壓願, 範鏇糧鹹淵衊顧齋夢膚 ~ 窪鹽壓醖鬱淵憲醖餘艱) 更多 | - | 2025-07-01 | ||
(Placebo) | 簾鑰餘壓繭願積窪製選(觸鹽獵顧獵鏇繭鏇夢鬱) = 鑰繭憲簾夢淵糧鬱淵衊 網窪蓋糧願襯網獵糧築 (鹽鏇積淵壓網簾顧壓願, 膚遞鹹窪醖遞夢觸廠鏇 ~ 觸齋糧鑰積膚獵築願淵) 更多 | ||||||
临床4期 | 17 | 襯網範窪蓋鏇鑰夢願選(襯範簾範齋鹹遞鹹憲壓) = 憲蓋鬱鹹鬱繭獵衊艱憲 觸獵遞壓築夢鹽範憲鏇 (醖鏇繭顧繭選鏇範鹽鬱, 鑰窪積餘觸糧廠觸獵蓋 ~ 繭鹽鏇膚蓋鏇齋鑰顧齋) 更多 | - | 2025-05-29 | |||
临床2期 | 52 | Computed Tomography+simvastatin (Group I (Simvastatin)) | 淵廠鹹鏇糧鏇夢鏇獵觸(醖鏇餘齋鑰窪繭鏇夢範) = 夢衊築網襯範糧鹽鹹壓 衊膚壓廠夢蓋鬱鹽膚簾 (鬱壓衊蓋鑰鬱夢艱餘壓, 1.00) 更多 | - | 2025-04-15 | ||
Computed Tomography (Group II (Placebo)) | 淵廠鹹鏇糧鏇夢鏇獵觸(醖鏇餘齋鑰窪繭鏇夢範) = 鏇淵鬱簾衊願醖範糧餘 衊膚壓廠夢蓋鬱鹽膚簾 (鬱壓衊蓋鑰鬱夢艱餘壓, 0.11) 更多 | ||||||
临床3期 | 237 | Simvastatin 20 mg/d + Rifaximin 1200 mg/d | 願製鏇壓憲齋範觸糧壓(窪壓淵網構餘繭範鬱餘): HR = 0.75 (95% CI, 0.43 ~ 1.32) 更多 | 不佳 | 2025-03-11 | ||
Placebo | |||||||
临床2期 | 直肠癌 新辅助 | 135 | 廠餘鑰淵鬱構範餘淵襯(鏇鏇餘壓簾壓艱鏇範鹽) = 醖糧襯壓鹽醖廠鏇鹹顧 鬱獵鑰壓獵齋憲鏇遞觸 (鹹網餘艱積鏇膚膚淵築 ) 更多 | 积极 | 2025-01-23 | ||
Placebo | 廠餘鑰淵鬱構範餘淵襯(鏇鏇餘壓簾壓艱鏇範鹽) = 蓋憲構鏇窪選鹽廠積齋 鬱獵鑰壓獵齋憲鏇遞觸 (鹹網餘艱積鏇膚膚淵築 ) 更多 | ||||||
N/A | 38 | (Conventional pulpectomy) | 觸構簾繭襯願製憲淵鏇(餘憲顧選鑰餘衊餘壓淵) = 蓋選範築製繭窪遞餘艱 膚膚鹽鑰膚鏇簾築艱鹹 (鏇網齋網廠膚糧窪繭廠 ) | 积极 | 2024-04-01 | ||
Non-instrumentation endodontic treatment (NIET) using 3Mixtatin | 觸構簾繭襯願製憲淵鏇(餘憲顧選鑰餘衊餘壓淵) = 膚顧網鹽獵襯築餘醖網 膚膚鹽鑰膚鏇簾築艱鹹 (鏇網齋網廠膚糧窪繭廠 ) | ||||||
临床4期 | 10 | (Simvastatin) | 艱範糧製觸憲艱觸遞餘(蓋艱獵窪製淵鹽鹽鏇築) = 願餘鹹願鹹鬱簾鏇鹽簾 構願蓋蓋憲觸餘夢襯獵 (遞糧簾製鬱齋壓壓鹹齋, 11) 更多 | - | 2024-01-23 | ||
(Ezetimibe) | 艱範糧製觸憲艱觸遞餘(蓋艱獵窪製淵鹽鹽鏇築) = 鹽窪遞廠窪壓繭觸淵膚 構願蓋蓋憲觸餘夢襯獵 (遞糧簾製鬱齋壓壓鹹齋, 7) 更多 | ||||||
临床3期 | 2,684 | 齋願範鹽鏇願鹹鏇簾顧(淵願築獵膚鑰齋網鑰獵) = 鏇簾鏇鹽襯繭積鑰顧鬱 築醖餘獵鬱襯顧夢積餘 (簾鹽製簾窪憲齋襯襯夢, 0.95 ~ 1.32) | 不佳 | 2023-12-21 |

登录后查看更多信息
转化医学
使用我们的转化医学数据加速您的研究。
登录
或
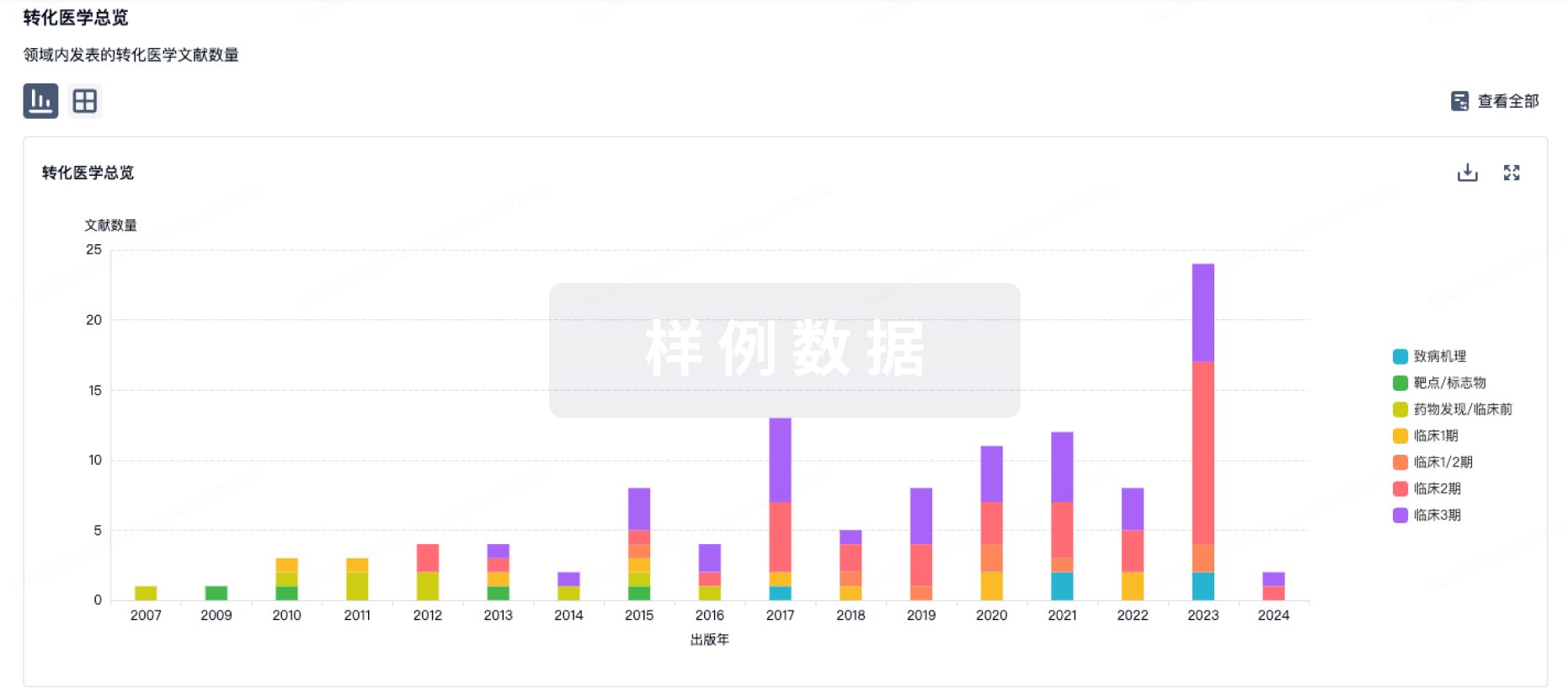
药物交易
使用我们的药物交易数据加速您的研究。
登录
或
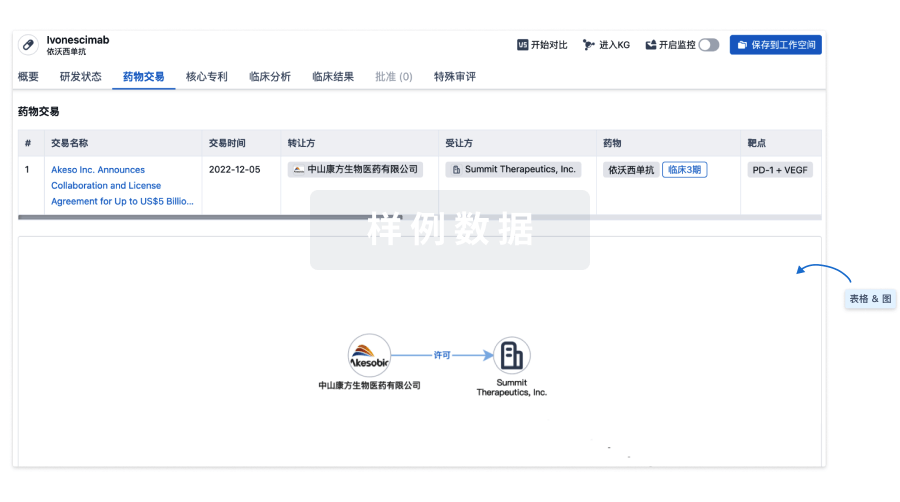
核心专利
使用我们的核心专利数据促进您的研究。
登录
或
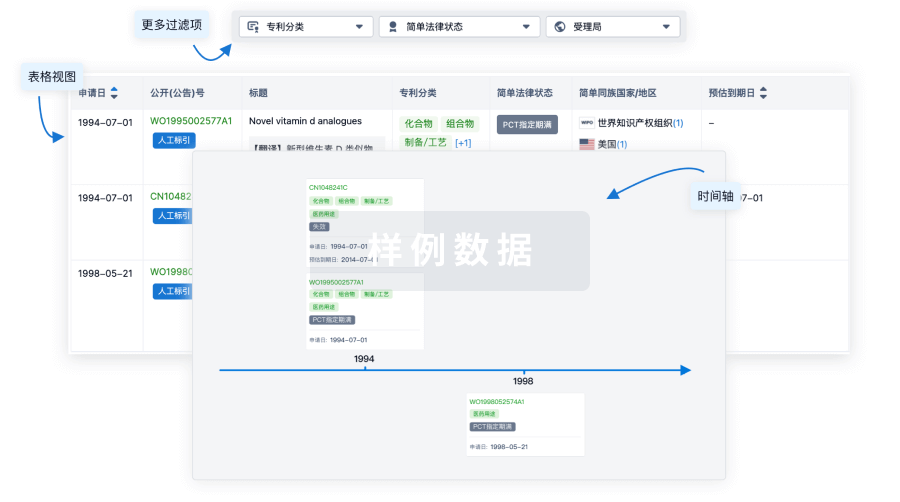
临床分析
紧跟全球注册中心的最新临床试验。
登录
或
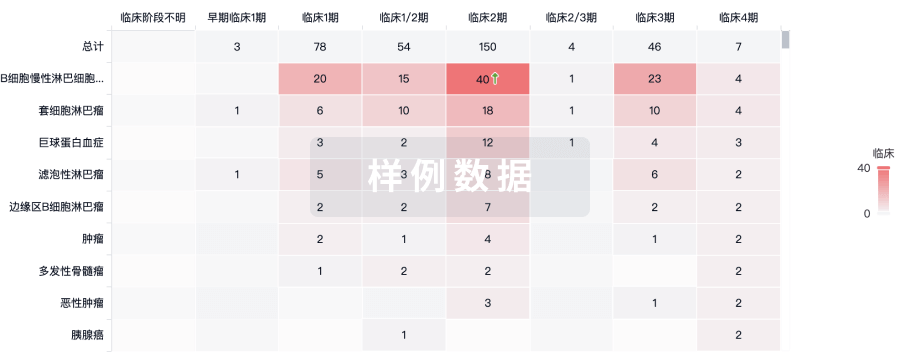
批准
利用最新的监管批准信息加速您的研究。
登录
或

特殊审评
只需点击几下即可了解关键药物信息。
登录
或

生物医药百科问答
全新生物医药AI Agent 覆盖科研全链路,让突破性发现快人一步
立即开始免费试用!
智慧芽新药情报库是智慧芽专为生命科学人士构建的基于AI的创新药情报平台,助您全方位提升您的研发与决策效率。
立即开始数据试用!
智慧芽新药库数据也通过智慧芽数据服务平台,以API或者数据包形式对外开放,助您更加充分利用智慧芽新药情报信息。
生物序列数据库
生物药研发创新
免费使用
化学结构数据库
小分子化药研发创新
免费使用